
Important Point
What Is Arc Welding?

Arc welding, often asked as what is arc in welding, is the type of welding process that uses an electric arc to produce heat to melt and join metals.
A power supply creates an electric arc by using direct (DC) or alternating (AC) currents between a consumable or non-consumable electrode and a base material. This heat is used to join metals together.
The arc is brought between two metal pieces, and the heat generated causes the metal to melt, & when it cools, a strong welded joint is formed.
Powers source used in arc welding is electricity (electric current). The electric currents used can be either direct (DC) or alternating (AC).
The welding area is protected by some shielding gas, vapor, or slag. The shielding gas protects the welds area from atmospheric contamination.
It can be manuals, semi-automatics, or fully automatic. It uses a consumable or non-consumable type of electrode for welding purposes.
These types of welding were invented in the late 19th century. In World Wars II, it becomes commercially important in shipbuilding nowadays, and it is used in the manufacture of steel structures and vehicles.
Also, Read: What Is a Woodruff Key? | Why Use a Woodruff Key? | Sunk Keys
How Does It Work?
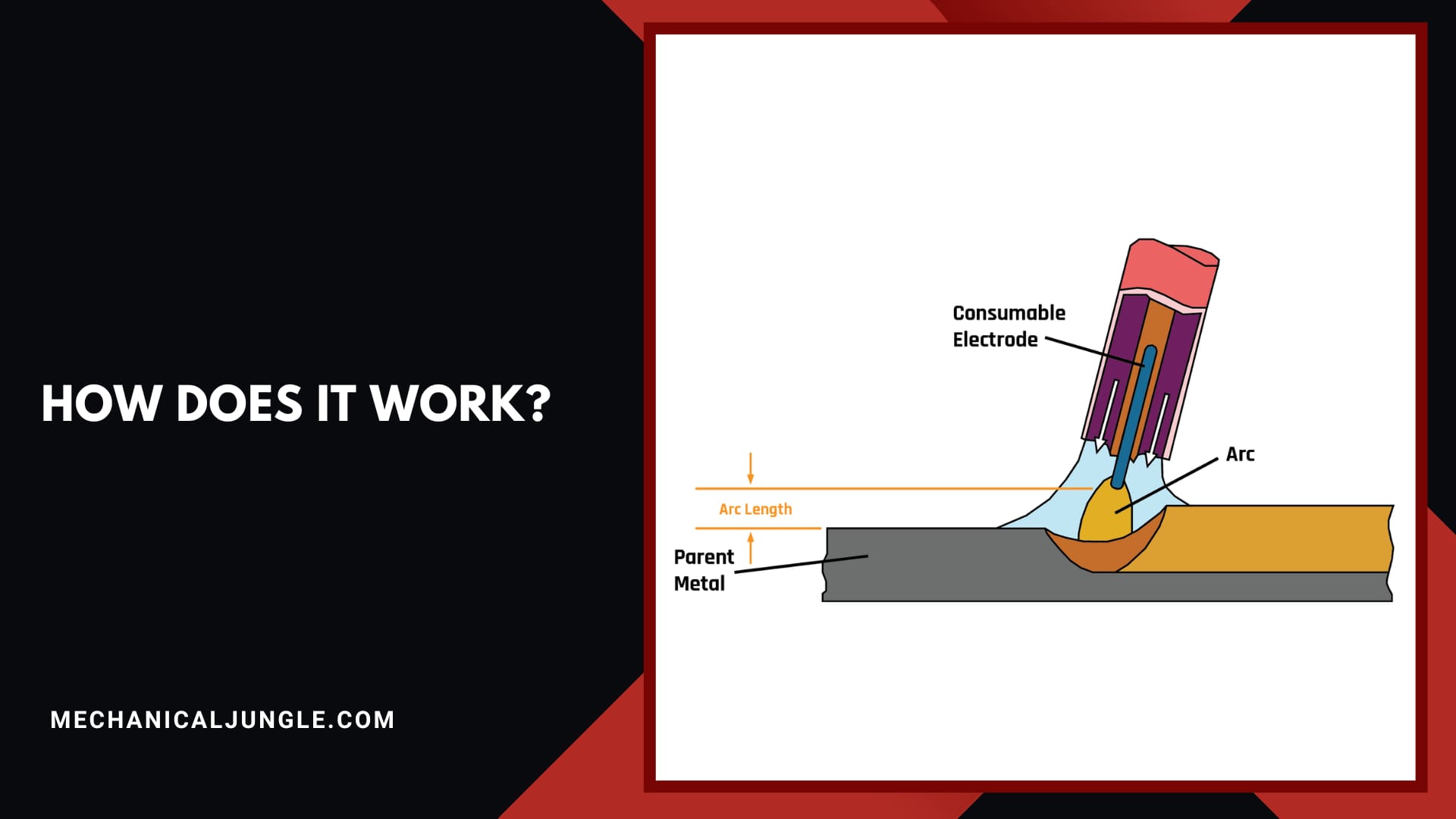
Arc welding work by using the electric arc from an AC or DC power source to generate heat of about 6,500 degrees Fahrenheit at the tip, to melt the base metals, and to form a pool of molten metal and join the two pieces.
An arc is formed between the workpiece and the electrode, which is moved along the line of the joint, mechanically or manually. This process answers the question of how to arc weld.
The electrode can be either a rod that carries current between the tip and the workpiece, or it can be a rod or wires that melts along with the current and supplies filler metal to the joint.
When heated by the arc too high temperatures, the metal reacts chemically with elements in the air, such as oxygen and nitrogen. This forms oxides and nitrides, which ruin the strength of the weld.
Therefore, there is a need to use a protective shielding gas, slag, or vapor to reduce the contact of the molten metal with the air. After the piece cools, the molten metal solidifies to form the metallurgical bond.
Also, Read: What Is a Rack and Pinion Steering? | How Rack and Pinion Steering Works? | Construction of Pinion Steering
Useful Article For You
- What Is Car Interior Used?
- What Is Transmission
- What Is a Pulley
- What Is an Inverter
- What Is Fluid
- What Is a Flywheel
- What Is a Head Gasket
- What Is Composite
- What Is an Alternator
- What Is a Cvt Transmission
- What Is Earthing
- What Is a Transformer
- What Is a Lathe
- What Is a Spark Plug
- What Is a Strut
- What Is a Boiler
- What Is a Torque Converter
- What Is Milling
- What Is a Map Sensor
- What Is a Radiator
- What Is Tlc in a Car
- What Is a Jig
- What Is a Bolt
- What Is a Screw
- What Is Thermal Pollution
- What Is Annealing
- What Is a Turret
- What Is a Turbine
- What Is a Wheel
- What Is Egr
- What Is a Plane
- What Is a Generator
- What Is a Crankshaft
- What Is a Solar Panel
- What Is a Motor Mount
- What Is a Fastener
- What Is a Spanner
- What Is a Spring
- What Is the Best Head Gasket Sealer
- What Is Motor Vehicle Services
- What Is Gear Oil Used For
- What Is a Brushed Motor
- What Is a Shaft
- What Is an Engine
- What Is a Spread Footing
- What Is a Pitched Roof
- What Is Turbo
- What Is a Condenser
- What Is a Hacksaw
- What Is Flux Core Welding
- What Is a Broach
- What Is a Master Cylinder
- What Is a Gearbox
- What Is a Potentiometer
- What Is a Rack and Pinion
Types of Arc Welding:

1. Shielded Metal Arc Welding (SMAW)
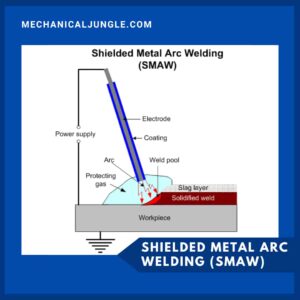
SMAW is one of the easiest, oldest, & most adaptable arc welding methods, which makes it very popular.
Electrodes are coated with shielding fluxes of the appropriate composition. The flux electrode melts together with the metal core, forming gas and slag, shielding the arc and weld pool.
The flux cleans the metal surface, supplies certain alloying elements to the weld, protects the molten metal from oxidation, and stabilizes the arc. The slag is removed after solidification.
2. Gas Metal Arc Welding (GMAW)
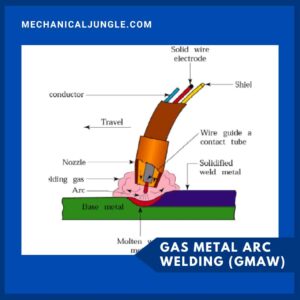
The Gas Metal Arc Welding (GMAW) uses a solid electrode wire that is continuously extruded from a spool through a welding cable assembly and a welding gun—sometimes referred to as inert metal gas (MIG) welding or a subtype of metal activated gas (MAG) welding. Gas metals arc welding is commonly used in the following areas:
- Pipe Welding / Pipes Joints
- Automotive Production & Maintenance
- Manufacturing
- Shipbuilding
- Construction
- Train Tracks
- Underwater Welding
It can be used to weld both ferrous and non-ferrous metals and all thicknesses above thin gauge sheet metal.
3. Submerged Arc Welding (SAW)
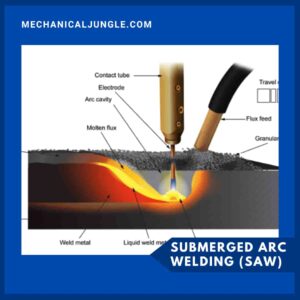
Submerged-arc welding (SAW) is a general arc welding process that involves the creation of an arc between continuously fed electrodes & the workpiece.
A blanket of powdered fluxes generates a protective gas shield & a slag and can also be used to add an alloying element to the welds pool that protects the weld area. SAW is generally operated as a mechanized process.
Welding current typically between 300 and 1000 amps, arc voltage, and travel speed all affect bead size, depth of penetration, and the chemical composition of the deposited weld metal.
Since the operator cannot inspect the weld pool, a great deal of reliance must be placed on parameter setting and filler wire conditions.
SAW is typically powered from a single wire using AC or DC current; there are several types, including the use of two or more wires, adding chopped wire to the joint before welding, and additional use of metal powder.
Additional productivity can be achieved by feeding a smaller diameter non-conducting wire into the leading edge of the weld pool.
This can raise deposit rates by up to 20%. These types are used in specific situations to improve productivity by increasing deposit rates and/or travel speeds.
Replacing the wire with a 0.5 mm thick strip, typically 60 mm wide, enables this process to be used for surfacing components.
4. Flux-Cored Arc Welding (FCAW)
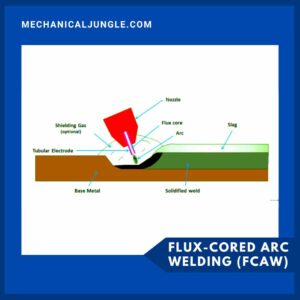
Flux-cored arc welding (FCAW) uses heat generated by a DC electric arc to fuse metal at the joint area.
The arc is continuously struck between the fed consumable filler wire and the workpiece, causing both the filler wire and the workpiece to be melted in the immediate vicinity.
The entire arc area is covered with shielding gas, which protects the molten welds pool from atmospheres.
FCAW is a highly productive process for ranges of plains carbon, alloy, stainless & duplexes steels. It can also be used for surfacing & hard facing.
FCAW is a variant of the MAG/MIG process, & while there are many commons features between the two processes, there are also several fundamentals differences. For example, it offers greater ductility with alloy compositions than MIG.
This generally enables higher wire deposition rates and greater arc stability, although the process efficiency of MIG is generally better.
5. Gas Tungsten Arc Welding / Tungsten Inert Gas Welding
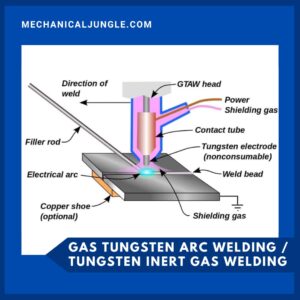
GTAW or TIG weld is often considered most difficult. Tungstens electrode forms the arc. Inert gases such as argon or heliums or mixtures of both are used to protects the shield. Filler wires add melt material if necessary.
Tungsten inert gas (TIG) welding, also knowns as gas tungstens arc welding (GTAW), is an arc welding process that produces welds with non-consumable tungsten electrodes.
Tungsten inert gas (TIG) welding became an overnights success in the 1940s for joining magnesium & aluminum.
An inert gas shield instead of slags to protect the weld pool, the process was a highly attractive replacement for gas & manual metal arc welding.
TIG has played majors role in the acceptance of aluminum for high-quality welding and structural applications.
6. Plasma Arc Welding (PAW)
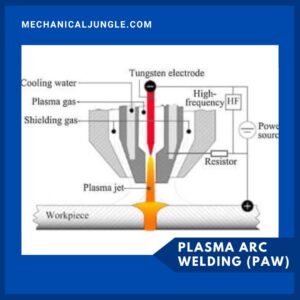
Plasma arc welding (PAW) is welding that utilizes the heat generated by a compressed arc between a tungsten non-consumable electrode and either a workpiece transferred arc process or a water-cooled constricting nozzles non-transferred arc process.
Plasmas is a gaseous mixture of positive ions, electrons, & neutral gas molecules.
The transferred arc process produces plasmas jets of high energy density & can be used for high-speed welding & cutting of ceramics, steels, aluminum alloys, copper alloy, titanium alloy, and nickel alloys.
The non-transferred arc process produces plasma of relatively low energy densities.
It is used for welding & plasmas and spraying coatings of various metals.
Since the workpiece is not part of the electrical circuit in non-transferred plasma arc welding, the plasma arc can pass from one workpiece to another without extinguishing the torch arc.
Useful Article For You
- Headliner in Car
- Alternator Vs Generator
- Axle Seal Leak
- What Is Cast Iron
- Car with Lock Symbol
- What Is an Automobile
- How Does a Magneto Work
- What Is Hydropower
- What Is a Misfire
- Automobile Engineering
- What Is Arc Welding
- Flight of Stairs
- Types of Cranes
- Cam and Follower
- Disc Brakes Work By
- Water Pump Car
- Screw Jack
- Car Shaking When Idle
- Beater Car
- Service Battery Charging System
- Types of Hammers
- Resonator Delete
- Rivet Definition
- Coolant Leak Repair Cost
- 6.0 Vortec
- Battery Saver Active
- File Tool
- Cheapest Place to Get Brakes Done
- Tire Feathering
- Ecm Motor
- Service Stabilitrak Chevy Cruze
- Nut Vs Bolt
- Welding Positions
- Ship Engine
- Interstate Car Battery
- Hvac System Diagram
- Keyless Remote Battery Low
- What Is a Girder
- Shaded Pole Motor
- Mechanical Engineering Companies
- Cv Joint Noise When Driving Straight
- Cnc Bdsm
- Egr Vacuum Solenoid
- Can You Mix Red and Green Coolant
- Ball Screw Vs Lead Screw
- Reaction Turbine
- Tin Snips Vs Aviation Snips
- Electrical Phases
- Service Steering Column Lock
- Low Power Steering Fluid Symptoms
- Pipe Joints
- Best Welding Schools
- 168 Vs 194 Bulb
- What Is a Coupling
- Dog Clutch
Advantages of Arc Welding:
Here, the different advantages of arc welding are as follows
- High welding speed
- Produces very little distortion
- It contains less smoke or spark.
- Smooth welding is achieved.
- It can be done in any environment.
- Good impact strength.
- High corrosion resistance.
- Cost – The equipment for arc welding is well priced and economical, and the process often requires less equipment due to lack of gas.
- Portability – this material is very easy to transport
- Works on dirty metals.
- Shielding gas is not required – processes can be carried out during wind or rain, and splashes are not a major concern.
Also, Read: What Is Fluid? | Types of Fluids | Compressible Fluid | Type of Fluid Flow
Disadvantages of Arc Welding:
Here, the different disadvantages of arc welding are as follows
- Not suitable for welding thin metals
- Requires skilled welders
- It cannot be used for reactive metals such as aluminum or titanium.
- Low efficiency – generally, more waste is generated during arc welding than many other types, which in some cases can increase project costs.
- High skill level – operators of arc welding projects require a high level of skill and training, and not all professionals have it.
- Thin Materials – Arc welding can be difficult to use on some thin metals.
Frequently Asked Questions (FAQ)
Types of Arc Welding
- Shielded Metal Arc Welding (SMAW)
- Gas Metal Arc Welding (GMAW)
- Submerged Arc Welding (SAW)
- Flux-Cored Arc Welding (FCAW)
- Gas Tungsten Arc Welding / Tungsten Inert Gas Welding
- Plasma Arc Welding (PAW)
What Is Arc Welding?
Arc welding is a fusion welding process used to join metals. An electric arc from an AC or DC power supply creates an intense heat of around 6500°F which melts the metal at the joint between two workpieces.
Arc Welding Types
- Shielded metal arc welding.
- MAG welding.
- MIG welding.
- Electrogas arc welding (EGW)
How Does Arc Welding Work
Arc welding is a type of welding process using an electric arc to create heat to melt and join metals. A power supply creates an electric arc between a consumable or non-consumable electrode and the base material using either direct (DC) or alternating (AC) currents.
Welding Pool
Weld pool commonly refers to the dime-sized workable portion of a weld where the base metal has reached its melting point and is ready to be infused with filler material.
Electric Arc in Welding
Electric arc welding is a type of welding that uses a welding power supply to create an electric arc between a metal stick, called an electrode, and the workpiece to melt the metals at the point of contact. Electric arc welding can use either a DC supply or AC supply and a consumable or non-consumable electrode.
FCAW
Flux-cored arc welding (FCAW or FCA), one of the different types of arc welding, is a semi-automatic or automatic arc welding process. FCAW requires a continuously-fed consumable tubular electrode containing a flux and a constant-voltage or, less commonly, a constant-current welding power supply.
SAW Welding
Submerged-arc welding (SAW), a classification of arc welding, is a common arc welding process that involves the formation of an arc between a continuously fed electrode and the workpiece.
SAW Welding Process
Submerged-arc welding (SAW), a classification of arc welding, is a common arc welding process that involves the formation of an arc between a continuously fed electrode and the workpiece. A blanket of powdered flux generates a protective gas shield and a slag (and may also be used to add alloying elements to the weld pool) which protects the weld zone.
Metal Arc Welding
Manual metal arc welding (MMA or MMAW), also known as shielded metal arc welding (SMAW) or arc welding is also known as flux shielded arc welding, is a process where the arc is struck between an electrode flux coated metal rod and the workpiece. Both the rod and the surface of the workpiece melt to create a weld.
SMAW
Shielded metal arc welding (SMAW), also known as manual metal arc welding, is a manual arc welding process that uses a consumable and protected electrode. As the electrode melts, a cover that protects the electrode melts and protects the weld area from oxygen and other atmospheric gases.
Like this post? Share it with your friends!
Suggested Read –
- Parts of Cnc Machine
- Difference Between Orthogonal and Oblique Cutting | Orthogonal Machining
- Parts of Shaper Machine | What Is the Shaper Machine? | Working of Shaper Machine
- What Is a Synchromesh Gearbox? | Principle of Synchromesh Gearbox | Construction of Synchromesh Gearbox | Working of Synchromesh Gearbox
- Working of Constant Mesh Gearbox | What Is a Constant Mesh Gearbox? | Different Gear Ratios in Constant Mesh Gearbox | Construction of Constant Mesh Gearbox
- What Is Magneto Ignition System | How Does an Ignition System Work | How Does a Magneto Work | What Does a Magneto Do | Magneto Ignition System