Important Point
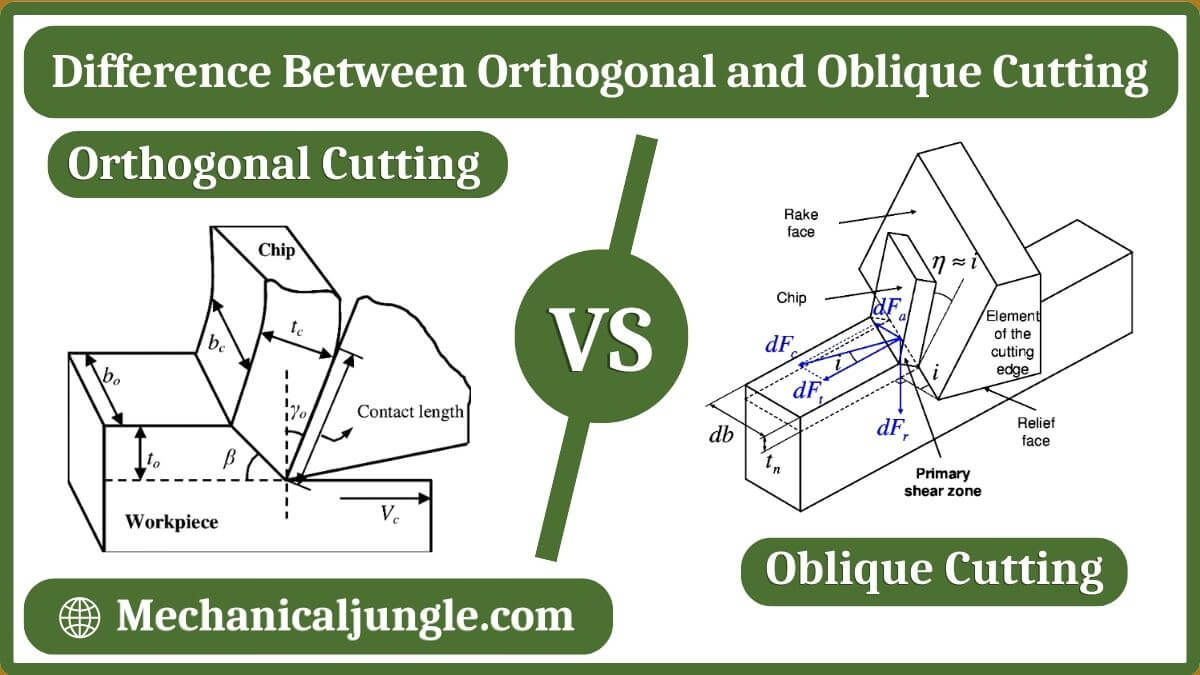
Difference Between Orthogonal and Oblique Cutting
- Today We Will Discuss the Difference Between Orthogonal and Oblique Cutting. Metal Cutting, Commonly Known as Machining, Is the Most Common Phenomenon Used in Manufacturing Industries. Every Product, Big or Small, Undergoes a Machining Process to Get the Final Product.
- So the Knowledge of Basic Types of Metal Cutting Is Most Important. If We Talk About Metal Cutting, Two Terms Come to Our Mind Orthogonal and Oblique.
- These Both Are the Metal Cutting Machine, Which Is Purely Depending on the Feed Angle and Cutting Direction of the Tool.
There are two types of this orthogonal and oblique cutting.
- Orthogonal Cutting.
- Oblique Cutting.
#1 Orthogonal Cutting :
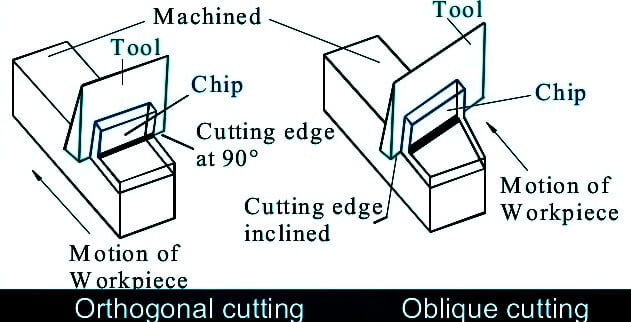
- Orthogonal Cutting Is a Type of Cuttings in Which the Cutting Tool Is Perpendicular to the Direction of Motion. the Chip Flow in This Cutting Is State-Of-The-Art.
- This Type of Cutting Has a Lower Life Cutting Capacity in the Tool.
#2 Oblique Cutting:
- Oblique cutting is a type of cuttings in which the cutting tool is at an oblique angle in the direction of the tool’s motion.
- The chip flow in this cutting is not cutting edge.
- The tool has a longer cutting life than orthogonal cutting.
In addition, there are other differences which are described below.
| Sr.No. | Orthogonal Cutting | Oblique Cutting |
| 1 | The cutting angle of the tool makes a right angle to the direction of motion | The cutting angle of the tool does not make the right angle to the direction of motion |
| 2 | The flow of the chip is perpendicular to the cutting edge. | The flow of the chip is not perpendicular to the cutting edge. |
| 3 | The tool has lesser cuttings life | The tool has a higher cuttings life. |
| 4 | The shear forces per unit area is high, which increases the heat per unit area. | The shear force per unit area is low, which decreases heat per unit area. |
| 5 | In orthogonal cutting, the surface finish is poor. | In oblique cutting surface finish is good. |
| 6 | Cutting edge is longer than the edge of the cut | Cuttings may or may not be longer than the edge of the cut. |
| 7 | In orthogonal cuttings, only two components of force are considered cutting force and thrust force, which can be represented by a 2D coordinate system. | In oblique cutting, three components of force are considered, cutting force, thrust force, and radial force, which cannot represent by 2D coordinate. It used a 3D coordinate to represent the forces acting during cutting, so it is known as 3D cutting. |
| 8 | Two mutually perpendicular cutting forces act on the workpiece | Three mutually perpendicular forces are involved. |
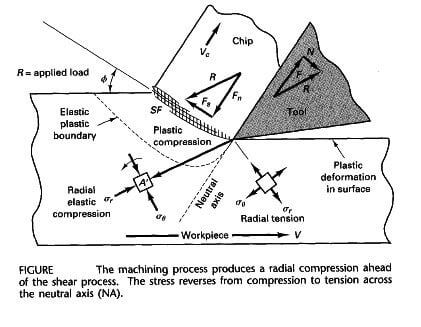
Orthogonal Machining
- Cuttings tool geometry is simplified from the 3-D (oblique) geometry to a 2-D (orthogonal) geometry.
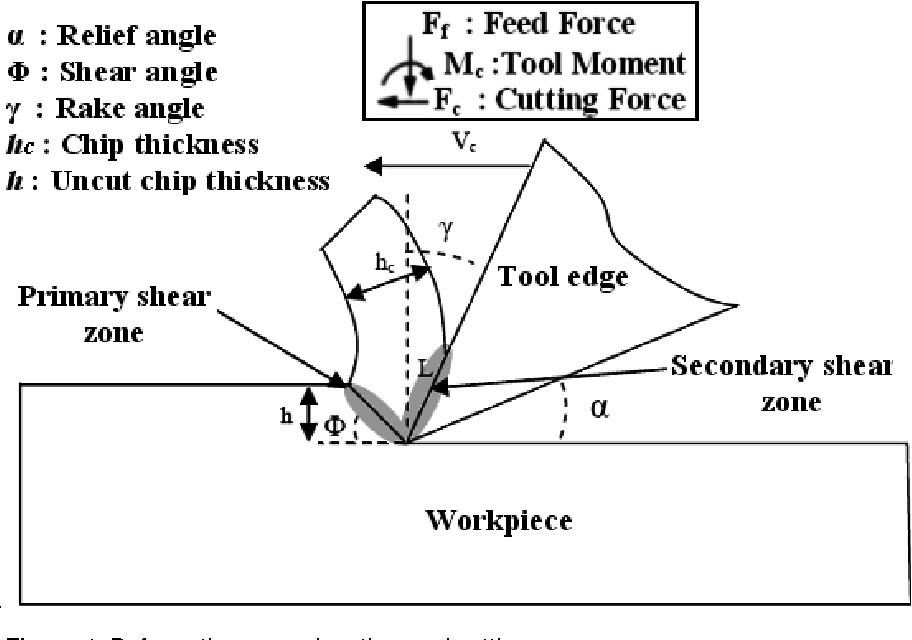
- Chip Formation: Simplified Orthogonal Machinings in-plane model of the cutting process Assumptions
- Work-piece: a flat plate
- Cutting tool: geometry is given by the back rake angles (a) only
- Shear: in one singles plane, which is doing f degrees with the direction of speed.
- Chip is formed by shearing.
- High shear stress over a narrow region
- large strain and high strain rate plastic deformation due to radial compression.
- The compressions zone travels ahead of the tool.
- Elastic to plastic deformations when yield stress is exceeded.
Frequently Asked Questions (FAQ)
Orthogonal Vs. Oblique Cutting
Summary: The major difference between orthogonal and oblique cutting is that in orthogonal cutting, the cutting edge of the tool is perpendicular to the direction of motion. In oblique cutting, the cutting edge makes an angle with the direction of motion.
Oblique Cutting
Oblique cutting is a type of cuttings in which the cutting tool is at an oblique angle in the direction of the tool’s motion. The chip flow in this cutting is not cutting edge. The tool has a longer cutting life than orthogonal cutting.
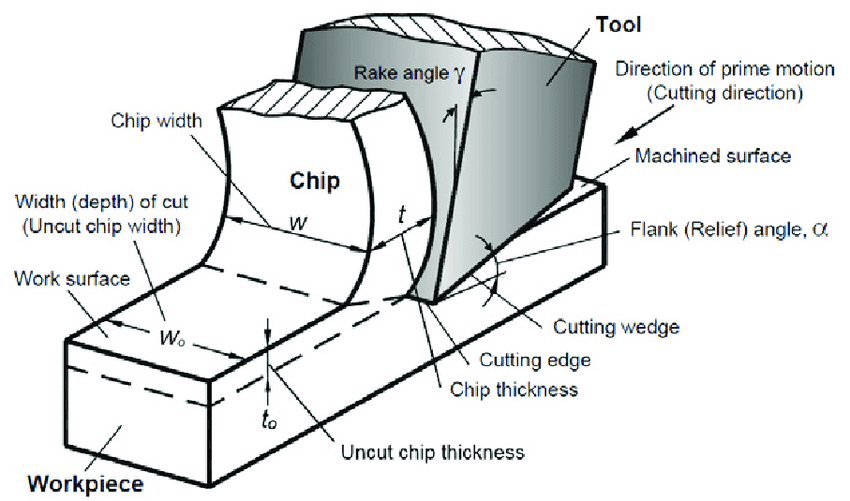
Orthogonal Cutting Process
The term “orthogonal cutting” has been coined1 to cover the case where the cutting tool generates a plane surface parallel to an original plane surface of the material being cut and is set with its cutting edge perpendicular to the direction of relative motion of the tool and workpiece.
Like this post? Share it with your friends!
Suggested Read –
- What Is a Comparator | Types of Comparators
- Lancashire Boiler | Lancashire Boiler Diagram | Steam Boiler Working Principle | Steam Boiler Parts and Function
- What Is Forming | Types of Forming | Forming Process in Manufacturing | Metal Forming Processes | Forming Operations
- What Is Boliler? | Types of Boiler | Steam Boiler | How Boiler Work | Boiler Operation | Boilers Diagram | How Does a Steam Boiler Work
- What Is Sigma Comparator | Construction of Sigma Comparator | Applications of Sigma Comparator | Advantages of Sigma Comparator | Disadvantages of Sigma Comparator