
Important Point
What Is a Rivet?

A rivet, often questioned as what is rivet, is a permanent mechanical fastener with head-on at one end and a cylindrical stem called a tail at the other that has the appearance of a metal pin, giving a clear rivet meaning.
Rivets are non-threaded fasteners typically made of steel or aluminum.
Before being installed, rivets consist of a smooth cylindrical shaft with a head at one end. The opposite end of the head is called the tail.
When installing, the rivet is placed in a punched or drilled hole, and the tail is screwed or buckled so that it protrudes to approximately 1.5 times the original shaft diameter, holding the rivet in place. In other words, pounding or pulling creates a new “head” by breaking off the “tail” material flatter on the other end, resulting in a rivet that is roughly the size of a dumbbell.
To differentiates between the two ends of the rivets, the original’s heads are called the factories heads, & the deformed end is called the shop head or buck-tail.
They are composed of a prefabricated head and shank, which is inserted into the material to be joined, and a second head which enables the rivet to act as a fastener at the free end by various means known as a setting.
Rivet, or as some might ask, whats a rivet, is one of the popular & known mechanical fasteners.
Did you happen to see this Everywhere in use, from your little toys to electronic parts: Rivets, or as some might wonder, what is rivets, are handy, replaceable fasteners.
It has a head and a tail; The tail is the cylindrical part and is semi-circular with heat, a Slightly down-shaped structure; obviously, you know how rivets look but read this nonetheless.
Also, Read: Rivets and Types of Riveted Joints | Advantages of Riveted Joints | Disadvantages of Riveted Joints
How Is Riveting Done?
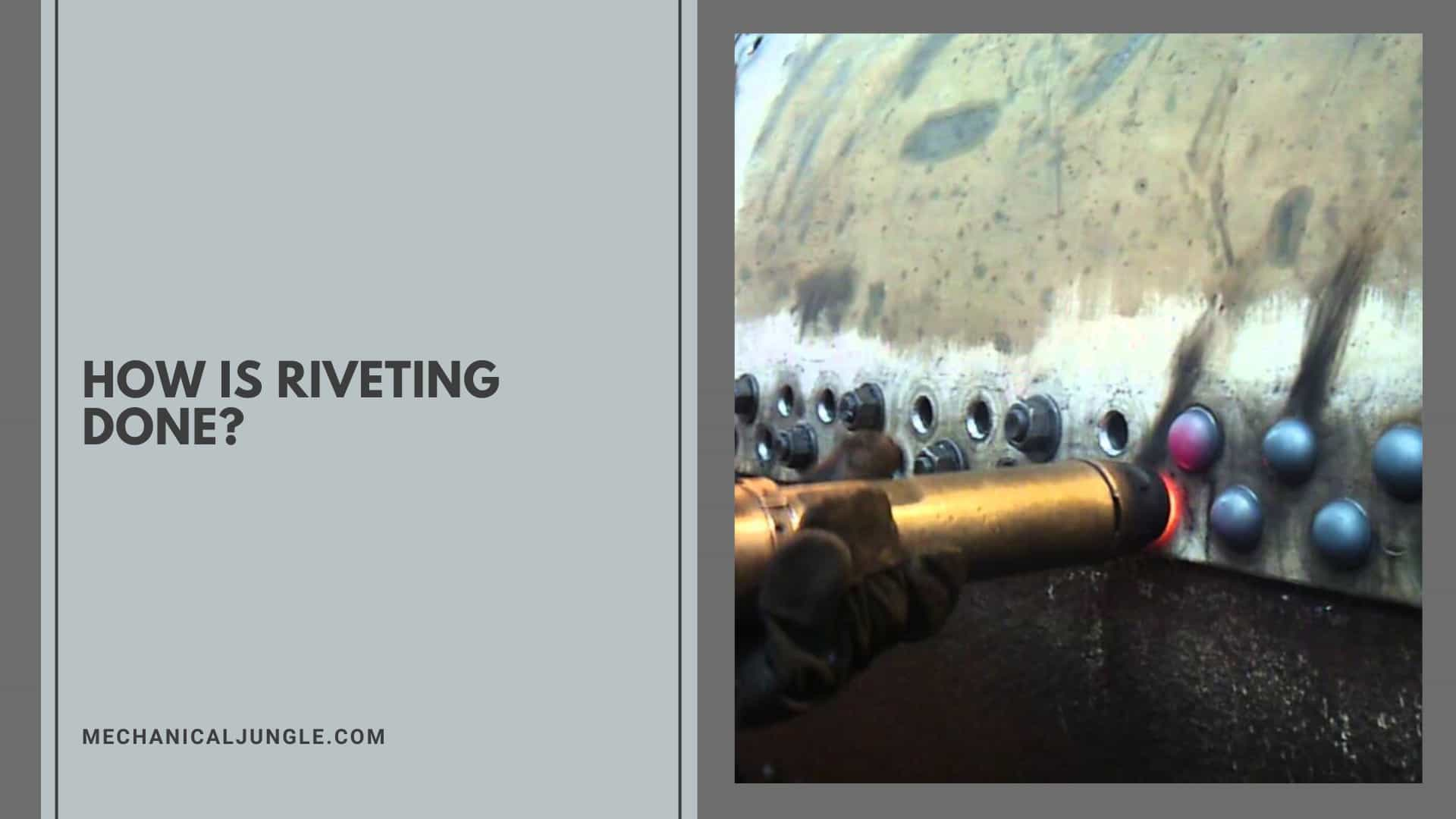
This is a common process that you may already be aware of. But still for Let’s see it now.
First, a hole is made or punched in the place or parts that need to be riveted using a rivet.
Although it may be easier for thin plates to punch, it is difficult in the case of thick plates and parts.
A variety of pressurized methods are used to drill holes in those parts. Although punching is not suitable in large pressure vessels, drilling holes is preferably used.
Comings back, the rivet hole is about 1.5 mm larger than the diameter of the rivet.
We Burs and chips have to be removed to get a tight plate joint.
The rivet will be placed in the hole, the tail will be deformed, and the tail part will protrude almost 1.5 times the diameter of its shank.
For small applications, riveting can be done manually; for other applications, riveting is done using machines like pneumatic hammers.
For our normal hand riveting, a big blow using the hammer is to simply thrust the rivet.
Also, Read: What Is a Clamp Used? | How Does a Clamp Work? | 38 Different Types of Clamps
Useful Article For You
- What Is a Cvt Transmission
- What Is Welding
- What Is Earthing
- What Is a Transformer
- What Is Transmission
- What Is a Pulley
- What Is an Inverter
- What Is Fluid
- What Is a Flywheel
- What Is a Head Gasket
- What Is Composite
- What Is an Alternator
- What Is a Lathe
- What Is a Spark Plug
- What Is a Strut
- What Is a Boiler
- What Is a Torque Converter
- What Is Milling
- What Is a Map Sensor
- What Is a Radiator
- What Is Tlc in a Car
- What Is a Jig
- What Is a Bolt
- What Is a Screw
- What Is Thermal Pollution
- What Is Annealing
- What Is a Turret
- What Is a Turbine
- What Is a Wheel
- What Is Egr
- What Is a Plane
- What Is a Generator
- What Is a Crankshaft
- What Is a Solar Panel
- What Is a Rack and Pinion
- What Is Coupling
- What Is a Shaft
- What Is an Engine
- What Is a Spread Footing
- What Is a Pitched Roof
- What Is Turbo
- What Is a Condenser
- What Is a Motor Mount
- What Is a Fastener
- What Is a Spanner
- What Is a Spring
- What Is the Best Head Gasket Sealer
- What Is Motor Vehicle Services
Material Use in Rivets:

The material of rivets must be hard and ductile.
They are typically made of steel low carbon steel or nickel steel, brass, aluminum, or copper, but when strength and a liquid-tight joint are the main considerations, steel rivets are used.
Riveting Definition:
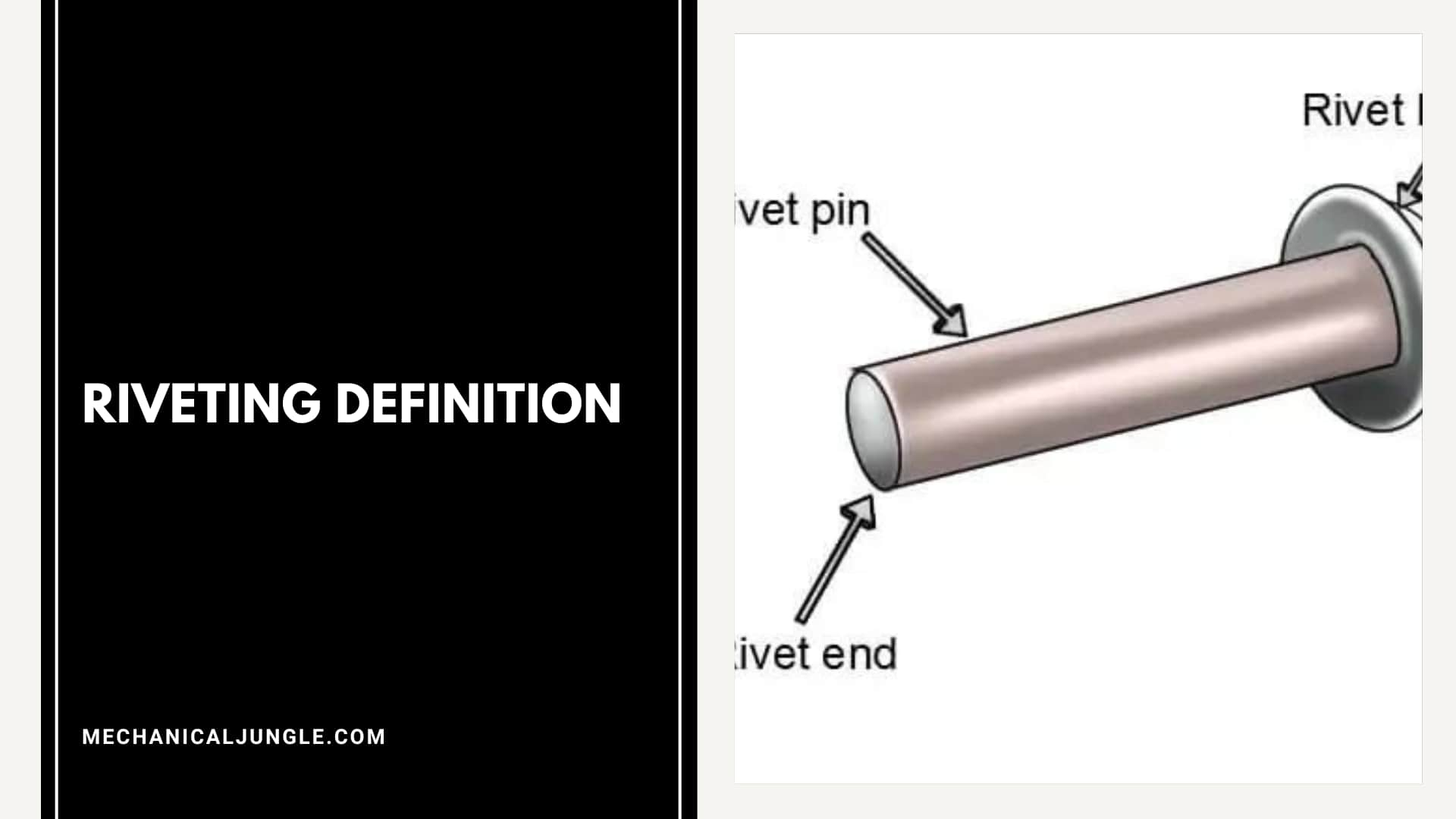
Riveting, often questioned as what is riveting, is a forging process that uses power to fix parts together by gripping and engaging with the use of a metal part called a rivet.
Also, Read: What Are Tyre Sizes? | 13 Different Types of Tyres | Classification of Tyres
Types of Rivet:
#1. Blind Rivet

As the name suggests, these can be installed completely from one side.
They are ideal for projects that have access. Blind rivets are inserted into the holes drilled in the parts to be joined, and a special tool is used to pull the mandrel through the body of the rivet.
The blind end extends, and the mandrel comes off. Unlike solids rivets, blind rivets can be installed in joints with only one side – making them blind to the opposite’s side.
Blind rivets get their name from facts that they can be set completely aside.
Ideal for projects where access to joints is limited to one side only.
These are available in standard, structural, closed-end, and other different styles and for a wide range of applications.
Blind rivets are also commonly called pop rivets.
These are tubular, with a nail-like mandrel running through the middle of the neck area near the head.
The rivet assemblies are inserted into the hole drilled through the parts, and a specially designed tool is used to pull the mandrels through the rivet.
#2. Solid Rivet

The Solid rivets are among the simplest, most reliable & oldest types of fasteners.
These simple tools consist of a solid shaft with a head at one end; Once installed, the headless end of a solid rivet is deformed with a hammer or rivet gun to keep it in place.
Solid rivets are probably the most widely used type of rivets and are used in applications where reliability and safety are important.
It has been found in Bronze Age archaeological findings. Solid rivets only have a shaft and head that are deformed with a hammer or rivet gun.
These types of rivets come with round universal or 100° countersunk heads.
It consists of a solid shaft with a head at one end that, once without a solid rivet, the head end is deformed with a hammer or rivet gun to allow it to be placed.
These rivets have a long history, with archaeological findings dating back to the Bronze Age.
#3. Split Rivets

Split rivet is ideal for piercing through soft materials such as most wood, leather, and plastics.
These are standard “home repair” rivets.
They have seen or split bodies with sharp ends to make their own holes through leather, fiber, plastic, or soft metals. They are not used in critical applications.
The structure is like a saw or split body with pointed ends that drill holes through leather, fiber plastic, or soft metals. Split rivets are generally not used in critical applications.
#4. Friction-Lock Rivet

These are similar to an extended bolt, except the shaft snaps under the surface when the tension is sufficient. The blind end can be either countersunk flush or dome-shaped.
An early form of blind rivets that was first widely used for aircraft manufacturing and repair were cherries friction-locks rivets.
Originals, Cherry frictions-locks were available in two styles, the hollow-shank pull-through, and the self-plugging type. The pull-throughs type is no longer commons; However, self-plugging Cherry friction-lock rivets are still used to repair light aircraft.
Originals, Cherrys frictions-locks were available in two styles, the hollow-shank pull-through, and the self-plugging type.
The pull-through type is no longer common; However, self-plugging Cherry friction-lock rivets are still used to repair light aircraft.
#5. Self-Piercing Rivet

Self-pierces riveting is the process of joining two or more materials using an engineered rivet.
Unlike solid, blind, and semi-tubular rivets, self-pierce rivets do not require drilled or punched holes.
SPRs are cold-forged in a semi-tubular shape and have a partial hole at the opposite end of the head.
The end geometry of the rivets has a chamfered poke that helps the rivet pierce the material to be joined.
The last type of rivet is the self-piercing rivet. If you don’t know self-piercing, The process of joining two or more materials using engineered rivets.
Also, Read: What Are Tin Snips? | Different Types | Types of Tin Snips
#6. Threaded Rivets

The Threaded inserts & rivet nuts provide a uniquely strong permanent thread through sheet material and other materials where installations are possibles from one side only.
Threaded rivets have a threaded inner mandrel stem, the outer side of which is machined flat on two sides to hold and rotate the tool.
The head is normally hexagonal to prevent rotation of the tubular body while the mandrel is being bent and broken.
Threaded rivets have a threaded internal mandrel stem, the outer side of which is machined flat on two sides to allow the tool to be held and rotated.
The head is normally hexagonal to prevent the tubular body from rotating when the mandrel is being turned and dismantled.
#7. Drive Rivet

Drive rivets are types of blind rivets consisting of a small mandrel that protrudes from the head.
Once the drive rivets are inserted into a hole, the mandrel is driven with a hammer or other tool to pry the end of the rivet inside the hole.
It is commonly used to rivet wood panels in place because the holes do not need to be drilled all way through the panels, creating an aesthetically pleasing appearance.
They can also be used with plastics, metals, and other materials and require no special setting tools other than a hammer and possibly a backing block placed behind the rivet’s position while it is held in place.
Drive rivets have less clamping force than other rivets.
Drive screws, possibly another name for drive rivets, are typically used to hold the nameplate in the blind hole.
Drive Rivet; We usually use a rivet for a wood panel because, in the case of the wood panel, the hole doesn’t need to be drilled completely. It creates a thoroughly aesthetic experience.
#8. Semi Tubular Rivets

The Semi tubular rivets are similar to solid rivets, but they have a hole at the end of the rivet opposite the head.
This hole causes the tubular part of the rivet around the hole to roll outward when force is applied.
This hole causes the tubular part of the rivet (around the hole) to roll outward when force is applied. Semi tubular rivets also require less force for application and assembly.
Forces required to applies a semis-tubular rivet is about 1/4 of the amount required to apply a solid rivet. Sometimes tubular rivets are preferred for pivot points because the swelling of the rivet occurs only at the tail.
Tools used to implement semi-tubular rivets range from prototyping tools to fully automated systems.
Typical installation tools are the handset, manual squeezer, pneumatic squeezer, kick press, impact writer, and, finally, PLC-controlled robotics.
Semi tubular rivets also require less force for application and assembly.
Installation tools for these are Handset, Manual Squeezer, Pneumatic Squeezer, Kick Press, Impact Writer, and PLC controlled robotics.
Semi-tubular rivets are commonly used in brakes, ladders, binders, HVAC ductwork, etc.
#9. Oscar Rivet

The Oscar rivets are similar to blind rivets in appearance and application but are split with a hollow shaft.
These splits cause the shaft to twist in and out as the mandrel is pulled in the rivet.
This flare provides a wider bearing surface which minimizes the possibility of rivet wear out. These designs are ideal for high vibrations applications where the rear surface is inaccessible.
Anyway, Oscar rivets are blind in appearance with a split with a hollow shaft.
These splits cause the shaft to bend in and out as the mandrel is pulled in the rivet.
This flare provides a wider bearing surface that minimizes the possibility of rivet wear out.
These designs are ideal for high vibration applications where the back surfaces are inaccessible.
#10. Flush Rivet

Flush rivets are primarily used on exterior metal surfaces where good appearance and the elimination of unnecessary aerodynamic drag are important.
A flush rivet takes advantage of the countersink hole; They are also commonly known as countersunk rivets.
Countersunk or flush rivets are used extensively on the exterior of aircraft for aerodynamic reasons such as reduced drag and turbulence. Additional post-installation machining can be done to correct the airflow.
Also, flush rivets take advantage of countersunk rivets; hence flush rivets are also known as countersunk rivets.
They are mostly used on the exterior of aircraft for aerodynamic reasons.
Useful Article For You
- Water Pump Car
- Screw Jack
- Car Shaking When Idle
- Beater Car
- Service Battery Charging System
- Types of Hammers
- Resonator Delete
- Rivet Definition
- Coolant Leak Repair Cost
- 6.0 Vortec
- Battery Saver Active
- File Tool
- Best Head Gasket Sealer
- Cheapest Place to Get Brakes Done
- Tire Feathering
- Ecm Motor
- Service Stabilitrak Chevy Cruze
- Nut Vs Bolt
- Welding Positions
- Ship Engine
- Interstate Car Battery
- Hvac System Diagram
- Keyless Remote Battery Low
- What Is a Girder
- Headliner in Car
- Alternator Vs Generator
- Axle Seal Leak
- What Is Cast Iron
- Car with Lock Symbol
- Vehicle Services Division Letter
- Woodruff Key
- What Is an Automobile
- How Does a Magneto Work
- What Is Hydropower
- What Is a Misfire
- Automobile Engineering
- What Is Arc Welding
- Flight of Stairs
- Types of Cranes
- Cam and Follower
- Disc Brakes Work By
- Shaded Pole Motor
- Mechanical Engineering Companies
- Cv Joint Noise When Driving Straight
- Cnc Bdsm
- Egr Vacuum Solenoid
- Can You Mix Red and Green Coolant
- Ball Screw Vs Lead Screw
How Do Rivets Work?

When installed, or as some might wonder how rivets work, the rivets are either drilled, placed, or punched into a hole, subsequently deforming the tail, holding the rivet in place.
The rivet deforms by pounding or breaking the tail, making the material flatter and usually causing the tail to expand to a size about one and a half times the original diameter of the stem.
The tail at the ends has a dumbbell-shaped appearance that complements the riveted joint.
The rivet deforms by pounding or breaking the tail, which flattens the material and usually causes the tail to expand to one and a half times the size of the original diameter of the stem.
The tail at the ends has a dumbbell-shaped appearance that complements the riveted joint.
One end of the rivet has a preformed end called the factory head. Once inserted, another head is formed, which is called the shop head.
Factory’s heads are similar to the head on one end of the bolt, while the workshop head is like a nut that creates a temporary head on the other end of the bolt.
The end of the shafts of the rivets that forms into the shop head is called the tail.
The process of shaping the tail into ahead, or as some might ask, what is riveting process, is known as upsetting or buckling, which means it becomes deformed.
This will extend the tail and allow it to hold rivets securely in place.
When installed, the rivet is either drilled, placed, or punched into a hole, subsequently deforming the tail, holding the rivet in place.
Rivets gun is placed on the rivet, and the tail is pulled into the body of the rivet, causing it to expand and hold the parts together.
Once caught, the tail breaks off and holds the rivet permanently.
This creates riveted joints. Rivets can be used in a variety of ways involving.
The installed rivets are either drilled, driven into place, or a hole is punched into it, causing the tail to deform and thus hold the rivet in place.
The rivet is usually deformed by pounding or breaking the tail, which will flatten the material, causing an increase in diameter.
The tail has the appearance of the shape of a dumbbell completing the rivet joint when the pounding is finished.
Also, Read: What Are Impact Sockets | Reviews of Impact Socket | Accessories of Impact Socket
Applications of Riveting:
These are some applications of riveting.
- Rivet joints are permanent joints mainly used for fastening sheets and shaped rolled metal.
- Used for aircraft structures where aluminum is used
- It is used to make heavy load joints in the manufacture of bus and trolleybus bodies.
- They are used for metals with poor weldability.
- They are used for asbestos friction linings and heterogeneous materials such as steel.
- It is used where we have to escape after the thermal effect, as in the case of welding.
- Welded joints have poor vibration damping capabilities, so rivets are used instead where necessary.
- They are used in lap, abutment, and double-cover plate joints.
- It is lightweight, very cheap, and has high strength.
- They can still be used to build metal bridges, hoisting cranes, boilers, and pressure tanks. But some other joint processes might work better.
- In short, rivets are widely used to connect components in aircraft, boilers, ships, and boxes, as well as other enclosures.
Also, Read: How Does a Wood Plane? | Parts of the Wood Plane | Types of Wood Planes
Limitations of Riveting:
- Riveting takes more labor time than welding. Additional operations such as layout and drilling holes are necessary. The labor cost of rivet joints is high.
- Stress concentration on rivet holes of metal plates.
- Holes may weaken the working cross-section of the plate. Then additional thickness is required to compensate for this problem. This additional thickness of plates for riveting and overlapping increases metal consumption.
- It has more weights than welded joints due to strap plates and rivets.
- Riveted joints are heavier than welding and brazing. The projection of the rivet also affects the aesthetic appearance.
- They generally do not form a tight or leak-proof joint unless a hot rivet or sealant is used with rivets.
- The riveting process is noisier than welding due to hammer blowing.
Frequently Asked Questions (FAQ)
What Is a Rivet?
A rivet is a mechanical fastener composed of a head-on one end and a cylindrical stem on another (called the tail) which has the appearance of a metal pin.
Types of Rivets
- Blind Rivet
- Solid Rivet
- Split Rivets
- Friction-Lock Rivet
- Self-Piercing Rivet
- Threaded Rivets
- Drive Rivet
- Semi Tubular Rivets
- Oscar Rivet
- Flush Rivet
How Does Riveting Work?
The rivet is deformed by pounding or smashing of the tail, which makes the material flatter and usually causes the tail to be expanded by about one and a half times the size of the stem’s original diameter. When finished the tail has the appearance of a dumbbell shape completing the riveted joint.
Different Types of Rivets
There are many types of rivets: blind rivets, solid rivets, tubular rivets, drive rivets, split rivets, shoulder rivets, tinners rivets, mate rivets, and belt rivets. Each type of rivet has unique benefits, making each ideal for a different type of fastening.
Parts of Rivet
Pop rivets consist of two parts. The first part is called the rivet body (also known as the shell or hat) and the second part is called the mandrel (also known as the stem). In situations where access to both sides of a component is limited, a hole is first drilled through the parts to be joined.
What Are Rivets Used For?
A rivet is a type of fastener that’s used in the permanent assembly of a product or workpiece. Featuring a bolt-like design, they are affixed with a head that’s wider than the shaft.
Material of Rivet
Aluminum. Known for being soft and lightweight, aluminum continues to be one of the most common material choices for rivets and fasteners. Aluminum provides strong corrosion resistance and is ideal for many applications.
Types of Rivets for Leather
Instructions are given for setting the four most common types: rapid rivets, double cap rivets, tubular rivets, and copper rivets.
Solid Riveting
Solid rivets are one of the oldest and most reliable types of fasteners, having been found in archaeological findings dating back to the Bronze Age. Solid rivets consist simply of a shaft and head that are deformed with a hammer or rivet gun. A rivet compression or crimping tool can also deform this type of rivet.
Like this post? Share it with your friends!
Suggested Read –
- How Do Air Brakes Work
- 13 Different Types of Milling Cutters
- Difference Between Orthogonal and Oblique Cutting | Orthogonal Machining
- Parts of Shaper Machine | What Is the Shaper Machine? | Working of Shaper Machine
- What Is a Synchromesh Gearbox? | Principle of Synchromesh Gearbox | Construction of Synchromesh Gearbox | Working of Synchromesh Gearbox
- Working of Constant Mesh Gearbox | What Is a Constant Mesh Gearbox? | Different Gear Ratios in Constant Mesh Gearbox | Construction of Constant Mesh Gearbox
- What Is Magneto Ignition System | How Does an Ignition System Work | How Does a Magneto Work | What Does a Magneto Do | Magneto Ignition System