
Important Point
What Is Welding?

Welding is a fabrication or sculpting process that joins materials, usually metals or thermoplastics, using high heat to melt parts together and allow them to cool due to fusion.
This process involves various types of weld joints and different welding types.
Welding differs from low-temperature metal-joining techniques such as brazing & soldering, which do not melt the base metals.
In addition to melting the base metals, filler materials are usually added to the joint to form a pool of molten material.
Plaque, etc., may be stronger than the base material of the parent metal.
Pressure can also be used with heat or to form the weld itself.
Welding also requires a form of shielding to keep the filler metals or molten metals from becoming contaminates or oxidized.
Many different energy sources can be used for welding, including gas flame chemical, electric arc electrical, laser, electron beam, friction, and ultrasound, while often being an industrial process; Welding can be done in many different environments, including open-air, underwater, and outdoor locations.
Welding is a dangerous undertaking, and precautions need to be taken to avoid burns, electric shock, vision damage, inhalation of toxic gases and fumes, and exposure to intense ultraviolet radiation.
Consumables are usually selected so that they have the same composition as the parent material & thus form a homogeneous weld.
However, these are cases, for example, when welding brittle cast iron, when a filler with very different compositions &, therefore, properties are used.
These welds are called heterogeneous.
Although it is often an industrials process, welding can be performed in many different environments, including outdoor, underwater, and outdoor space.
Welding is a dangerous endeavor, and care must be taken to avoid burns, electric shocks, damage to eyesight, inhalations of toxic gases and fumes, & exposure to intense ultraviolet radiation.
Also, Read: Resistance Projection Welding | Working of Resistance Projection Welding
Useful Article For You
- What Is a Cvt Transmission
- What Is Earthing
- What Is a Transformer
- What Is Transmission
- What Is a Pulley
- What Is an Inverter
- What Is Fluid
- What Is a Flywheel
- What Is a Head Gasket
- What Is Composite
- What Is an Alternator
- What Is a Lathe
- What Is a Spark Plug
- What Is a Strut
- What Is a Boiler
- What Is a Torque Converter
- What Is Milling
- What Is a Map Sensor
- What Is a Radiator
- What Is Tlc in a Car
- What Is a Jig
- What Is a Bolt
- What Is a Screw
- What Is Thermal Pollution
- What Is Annealing
- What Is a Turret
- What Is a Turbine
- What Is a Wheel
- What Is Egr
- What Is a Plane
- What Is a Generator
- What Is a Crankshaft
- What Is a Solar Panel
- What Is a Rack and Pinion
- What Is Coupling
- What Is a Shaft
- What Is an Engine
- What Is a Spread Footing
- What Is a Pitched Roof
- What Is Turbo
- What Is a Condenser
- What Is a Motor Mount
- What Is a Fastener
- What Is a Spanner
- What Is a Spring
- What Is the Best Head Gasket Sealer
- What Is Motor Vehicle Services
- What Is Gear Oil Used For
- What Is a Brushed Motor
How Does Welding Work?

Understanding how welding works, it’s about joining two materials together without separate binder materials.
Unlike brazing & soldering, which use a binder that has a low melting point, welding joins two workpieces directly together.
Welding is used in our world to make many modern constructions such as skyscrapers, cars, ships, & planes. In the past, builders use other methods of joining metal workpieces.
There are options for soldering, brazing, and riveting welding.
A welding gun or torch melts specific parts of parent metals.
This process, usually conducted using high heat with the addition of filler material, creates a molten metal pool so that it is easier to join a new metal part.
Instead of heat, pressures are also used to welds metal together for pressure welding, depending on the type and thickness of the material.
Metal Welding: In most cases, the application of simultaneous pressure and heat to a base material enables quick and efficient metal welding.
As mentioned above, a shielding gas protects the molten metal or weld pool from being contaminated or oxidized.
Plastic Welding: In plastic welding, the surfaces are prepared first, followed by the application of heat and pressure. After this, the material is cooled.
Wood Welding: Welding wood involves putting the material under pressure before using the same heat that creates the linear friction movement.
Types of Welding:
1. MIG Welding

GMAW (Gas Metal Arc Welding), one of the different types of welder methods, is the easiest type of weld for beginners to learn.
MIG welds are actually two different types of welding. First, use bare wire and second flux core.
Bare wires MIG welding can be used to joins thin pieces of metal together.
Fluxus core MIG welding can be used outdoors as it does not require a flow meter or gas supply.
MIG welding is generally the welding of choice for DIY enthusiasts & hobby welders who don’t have the money to spend on expensive equipment.
2. TIG Welding

GTAW (Gas Tungsten Arc Welding) is extremely versatile, but it is one of the more difficult welding techniques to learn, and Lincoln Electric TIG welders are skilled individuals.
TIG welding requires two hands. One hand feeds rods while the other hand holds the TIG torch.
This torch creates heat and arc, which is used for welding most conventional metals, including aluminum, steel, nickel alloys, copper alloys, cobalt, and titanium.
These are one of the most common types of welding.
It is a type of arc welding that uses a continuous wire called electrodes.
You also use shielding gas that flows through the welding gun& protects it from contamination.
3. SMAW Welding

Shielded Metal Arc Welding, also known as Shielded Metal Arc Welding, is doing it the old-fashioned way.
Stick welding is a bit harder to masters than MIG welding, but you can pick up stick welding types of equipment for very little if you want to have a go at home.
Stick welding uses stick electrode welding rods. For these types of welding, you use shields metals art welding, more commonly known as stick welding.
You are using a consumables & protected electrode or stick.
The rod softens and joins metals by heating them with an arc between a coated metal electrode and a base metal workpiece.
When the wand melts, its protective shell also melts, protecting the sweating area from oxygen & other gases that may be in the air.
4. FCAW Welding

Flux-cored arc welding (FCAW) uses heat generated by a DC electric arc to fuse metal at the joint area.
The arc is continuously struck between the fed consumable filler wire and the workpiece, causing both the filler wire and the workpiece to be melted in the immediate vicinity.
The entire arc area is covered with a shielding gas, which protects the molten weld pools from the atmospheres.
FCAW is a highly productive process for ranges of plain carbons, alloy, stainless && duplexes steels. It can also be used for surfacing & hard facing.
Flux-cored arc welding is a variant of the MIG/MAG process, & while there are many commons features between the two processes, this is also severals fundamentals differences.
For example, it offers greater ductility with alloy compositions than MIG.
This generally enables higher wire deposition rates and greater arc stability, although the process efficiency of MIG is generally better.
Also, Read: What Is a Flame in Gas Welding? | Types of Flames in Gas Welding
5. MAG Welding

MAG welding is the method of arc welding in a shields environment, using carbon dioxide (CO2) and an uncoated electrode.
MAG welding is used for: low-alloy fabrication steels; Thin and medium-thick sheet metal.
Although MAG welding is not suitable for alls materials & the welded seam is slightly wide, it is extremely useful for less demanding work & for ordinary steel as this welding method is the cheapest.
Our experts will give you the bests bits of advice on whether this process is more suitable for your products than welding in a free atmosphere or welding in inert gases – overall, to convert from MAG welding to MIG welding, we only need to replace the gas bottle.
So it is quite simple to change the welding method.
6. SAW Welding

Submerged arc welding or SAW is one of the most commonly occurring arc welding processes. It requires an electrode that can be solid or tubular.
The electrodes should be used in a continuous approach. It should be fed continuously.
Ohhh. For your information, the tubular electrode is the one that is flux shielded.
The main features of this welding are that – the weld & arc area are protected from environmental pollution by the application of a granular flux that is fusible.
The weld pools are protected by blankets of flux. So that area is actually submerged under that flow.
When the temperature rises and melts, the flux becomes conductive. And thus, it creates a path for electron flow between the electrode and the workpieces.
Submerged arc welding can be done by manuals process or automatic process.
But it can be done by a semi-automatic process where the welding gun is handheld.
Here pressurized gravity flux feed is given. Both DC and AC can be used as power supply.
The DC-AC combination is very common in many electrode systems. Constant voltage power supply machines are used very frequently.
7. Plasma Arc Welding

Plasma arc welding is a precision technology and is commonly used in aerospace applications where the metal thickness is 0.015 inches.
Examples of such an application would be on engine blades or air seals.
Plasma arc welding is similar in technique to TIG welding, but the electrodes are reattached, and ionizing gases inside the arc are used to generate heat.
8. Electron Beam and Laser Welding

Electron beam welding (EBW) and lasers beam welding (LBW) processes are high-energy density welds processes that offer many potential advantages, including low welding heat input, high weld depth-to-width ratio, narrow heat-affected zone ( HAZ) are included.
And less distortion. EBW uses a dynamically focused beam of high-velocity electrons, while LBW uses heat from a high-density coherent laser beam to impact the weld joint and produce coalescence.
EBW usually needs to be performed in a vacuum environment without being used.
Shielding gas, which provides excellent protects against atmospheric contaminations.
LBW is usually performed with argon or helium shielding gases to prevent oxidation of the molten weld pools.
Porosity can be weldability issues due to the fast solidification rate and deep weld pool that does not allow easily dissolved gases to precipitate out; This effect is amplified by higher weld travel speeds.
The oscillation or movement of the weld pool by weaving the beam can provide the time needed for gases to exit the weld pool and help reduce porosity.
The susceptibility to fluid crack in the ‘nail-head region’ of the HAZ is promoted by stress/strain conditions in this region.
The slow weld travel speed produces a low-temperature gradient in the HAZ and is beneficial towards reducing fluid crack sensitivity.
Also, Read: What are Garden Forks? | 10 Best Garden Forks
Different Welding Joint Types:
1. Butt Joint Welding

The butt joint, one of the types of welded joints, is where two pieces of metal are held together in a single plane, and each metal edge is joined by welding.
It’s essential to understand the weld zone of a completed butt joint consist of to ensure quality.
Buttweld is the most common type of joint used in building structures and piping systems.
It is fairly easy to prepare, and many different variations can be applied to achieve the desired results.
Butt welding is made in a variety of ways, and each serves a different purpose. Differentiating factors include the size of the groove, the layering, and the width of the gaps.
Listed below are some typical examples of butts weld joints.
- Square
- Single Bevel
- Double Bevel
- Single J
- Double J
- Single V
- Double V
- Single You
- Double U Grooves
The area of the metal surface that is melted during the welding process is called the facing surface.
The facing surface can be shaped before welding to increase the strength of the weld, which is called edge preparation. The butts joint, or each side may be shaped differently.
Reasons for preparing facing surfaces for welding include the following:
- Codes and standards
- Metal
- Deep weld penetration
- Smooth Appearance
- Increased Strength
In some cases, the exact size, shape, & angle may be specified for the groove.
If exact dimensions are not given, the conduit can be made to the required size.
However, it is important to remember the wider the groove; the more welding will need to be completed.
As the metal gets thicker, you will need to change the joint design to ensure a sound weld. On thinner sections, it is often possible to make a full penetration weld using square butt joints.
When welding on a thick plate or pipes, it is often impossibles for the welder to achieve 100% penetration without using some sort of groove.
When it comes to butts joints, commonly occurring defects can include burn-through, porosity, cracking, or incompletes penetrations.
However, this can be avoided by modifying the weldings variables.
Also, Read: What Is Spanner Wrench? | Types of Spanner | Types of Wrench
2. Tee Joint Welding

A tee welding joint is formed when two pieces intersect at an angle of 90°. This results in the edge coming together in a ‘T’ shape at the center of plates or components.
Tee joints are considered a type of fillet weld, & they can also be formed when a tube or pipe is welded to a base plate.
With this type of weld, it is always important to ensure that the weld has effective penetration into the ceiling.
There are a few welding styles that can be used to make a T joint:
- Plug Weld
- Slot Weld
- Bevel-groove weld
- Fillet weld
- J-groove weld
- Melt-Through Weld
- Flare-Bevel-Groove Weld
Tee joints are generally not prepared with grooves unless the base metal is thick and the welding on either side cannot withstand the load that the joint must support.
A common defect that occurs with T joints is lamellar tearing – caused by the restriction experienced by the joint.
To prevent this, welders often employ a stopper to prevent deformation of the joints.
3. Corner Joint Welding

The corner joints have a similarity to tee welding joints. However, the difference is in the place where the metal is located. In a T joint, it is placed in the middle, while corner joints meet in an open or closed manner at the ‘corner’ – forming an ‘L’ shape.
These types of joints are most common in the sheet metal industry, such as in the manufacture of frames, boxes, and other applications.
There are two ways to fit an outside corner joint—either it forms a V-groove (A) or a square butt joint (B), as seen in the figure below.
Styles used to make corner joints include V-groove, J-groove, U-groove, spot, edge, fillet, corner-flange, bevel-groove, flare-V-groove, and square- Conduit or butt are included.
Also, Read: What Is a Rivet? | How Is Riveting Done? | Riveting Definition | Types of Rivet
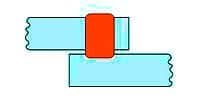
4. Lap Joint Welding

The lap welding joint is essentially a modified version of the butt joint. This is formed when two pieces of metal are stacked on top of each other in an overlapping pattern.
They are commonly used to join two pieces with different thicknesses.
Welds can be made on one. The Lap joints are rarely used on thicker materials & are commonly used for sheet metal.
Potentials drawbacks to this type of welding joint include lamellar tearing or corrosion due to overlapping materials.
However, like anything, it can be prevented by using the right technique & modifying variables as needed.
5. Edge Joint Welding
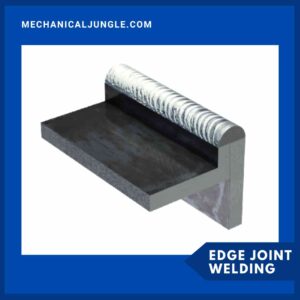
In edge joints, the metal surfaces are held together so that the edges are even. One or both plates can be formed by turning them at an angle.
The purposes of weld joints are to join parts together so that stress is distributed.
The forces that produce stress in welded joints are tensile, compression, bending, torsion and shear, as seen in the image below.
Also, Read: What Are Tyre Sizes? | 13 Different Types of Tyres | Classification of Tyres
Useful Article For You
- Water Pump Car
- Screw Jack
- Car Shaking When Idle
- Beater Car
- Service Battery Charging System
- Types of Hammers
- Resonator Delete
- Rivet Definition
- Coolant Leak Repair Cost
- 6.0 Vortec
- Battery Saver Active
- File Tool
- Best Head Gasket Sealer
- Cheapest Place to Get Brakes Done
- Tire Feathering
- Ecm Motor
- Service Stabilitrak Chevy Cruze
- Nut Vs Bolt
- Welding Positions
- Ship Engine
- Interstate Car Battery
- Hvac System Diagram
- Keyless Remote Battery Low
- What Is a Girder
- Headliner in Car
- Alternator Vs Generator
- Axle Seal Leak
- What Is Cast Iron
- Car with Lock Symbol
- Vehicle Services Division Letter
- Woodruff Key
- What Is an Automobile
- How Does a Magneto Work
- What Is Hydropower
- What Is a Misfire
- Automobile Engineering
- What Is Arc Welding
- Flight of Stairs
- Types of Cranes
- Cam and Follower
- Disc Brakes Work By
- Shaded Pole Motor
- Mechanical Engineering Companies
- Cv Joint Noise When Driving Straight
- What Does Cnc Mean
- Egr Vacuum Solenoid
- Can You Mix Red and Green Coolant
- Ball Screw Vs Lead Screw
- Reaction Turbine
- Tin Snips Vs Aviation Snips
Types of Welding Joints:
1. Weld Based on Configuration
-
 Slot Weld
Slot Weld
 Slot Weld
Slot Weld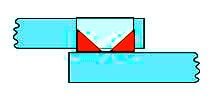
Joints between two overlapping components are made by depositing a fillet weld around the perimeter of a hole in one component so that it can be attached to the surface of another component exposed through the hole.
-
Plug Weld
A weld is made by filling a hole in a component of a workpiece with filler metal so that it can be attached to the surface of an overlapping component exposed through the hole; the hole may be circular or oval.
2. Based on Penetration
-
Full Penetration Weld
 Full Penetration Weld
Full Penetration Weld
The welded joint where the weld metal completely enters the joint with inertial fusion. In the US, the preferred term is full joint penetration weld (see JCP, AWS D1.1).
-
Partial Penetration Weld

Welds in which the fusion penetration is intentionally less than the full penetration.
The preferred term in the US is Partial Joint Penetration Weld (PJP).
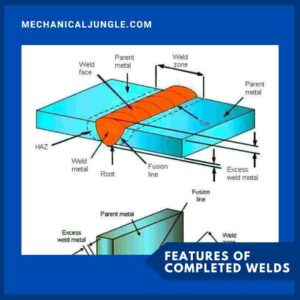
3. Features of Completed Welds
-
Parent Metal
Metal to be joined or exposed by welding, braze welding, or brazing.
-
Filler Metal
Metals are joined during welding, braze welding, brazing, or surfacing.
-
Weld Metal
During weld making, all the metal is melted and retained in the weld.
-
Heat Affected Zone (HAZ)
Part of the parent metals is metallurgically affected by weld or thermal cutting heat but does not melt.
-
Fusion Line
The boundary between the welds metal & the HAZ in a fusion weld. This is a non-standard term for a weld junction.
-
Weld Zone
An area containing the weld metal and HAZ.
-
Weld Face
The surface of a fusion weld is exposed on the side from which the weld is made.
-
Weld Root
The zone on the side of firsts runs furthest from the welder.
-
Weld Toe
The boundary between a weld face and the parent metal, or between runs.
This is a very important characteristic of a weld because the toes are points of high-stress concentration and are often the initiation points for various types of cracks, e.g., fatigue cracks, cold cracks.
To reduce the concentration of stress, the toes should blend smoothly into the surface of the parent metal.
-
Excess Weld Metal
Metal lying outside the plane joining the toes.
Other non-standard conditions for this feature: reinforcement, overfill.
Note:- The term reinforcement, although commonly used, is inappropriate because no additional weld metal over and above the surface of the parent metal makes the joint stronger.
In fact, the thickness to be considered when designing a welded component is the thickness of the design throat, which does not include additional weld metal.
-
Run (pass)
Metal melts or accumulates during a passage of an electrode, torch, or blowpipe.
-
Layer
Weld metal layer consisting of one or more runs.
Frequently Asked Questions (FAQ)
What Is Welding?
Welding is a fabrication process whereby two or more parts are fused together by means of heat, pressure, or both forming a join as the parts cool. Welding is a critical construction-related activity that is generally used for binding materials together through the application of heat.
Welding Joint Types
Understanding Different Welding Joint Types ·
- Butt joint.
- Tee joint.
- Corner joint.
- Lap joint.
- Edge joint.
How Does Welding Work?
Welding works by joining two materials together without a separate binder material. Unlike brazing and soldering, which use a binder that has a lower melting point, welding joins the two workpieces directly together.
Welding Joints
Butt Joint Welding. A butt joint, or butt weld, is a joint where two pieces of metal are placed together in the same plane, and the side of each metal is joined by welding.
Types of Weld
- MIG – Gas Metal Arc Welding (GMAW).
- TIG – Gas Tungsten Arc Welding (GTAW).
- Stick–Shielded Metal Arc Welding (SMAW).
- Flux-cored – Flux-cored Arc Welding (FCAW).
- Spark your Interest.
Types of Welding Joint
There are five basic welding joint types commonly used in the industry, according to the AWS:
- Butt joint.
- Tee joint.
- Corner joint.
- Lap joint.
- Edge joint.
Types of Weldings
There are four main types of welding.
- MIG Welding
- TIG Welding
- SMAW Welding
- FCAW Welding
- MAG Welding
- SAW Welding
- Plasma Arc Welding
Examples of Welding
- TIG – Gas Tungsten Arc Welding (GTAW) Image Credit By: Prowelder87, Wikimedia.
- Flux-Cored Arc Welding (FCAW) Image Credit By Alfred T.
- Stick – Shielded-Metal Arc Welding (SMAW).
- MIG – Gas Metal Arc Welding (GMAW).
- Laser Beam Welding.
- Electron-Beam Welding.
- Plasma Arc Welding.
- Atomic Hydrogen Welding.
Sheet Metal Joint Types
- Plain lap sheet metal joint.
- Plain lap joint; Flush Lap Sheet Metal Joint.
- Flush lap joint; Standing Seam Sheet Metal Joint.
T Joint Welding
Tee welding joints are formed when two pieces intersect at a 90° angle. This results in the edges coming together in the center of a plate or component in a ‘T’ shape. Tee joints are considered to be a type of fillet weld, and they can also be formed when a tube or pipe is welded onto a base plate.
Welding Work
The basic purpose of welding is to join two elements together with a firm connection. Welders typically work with metal or thermoplastic and use durable filler material to bind them together. Welding is used to creating many modern constructions in our world, such as skyscrapers, cars, ships, and airplanes.
What Are the 3 Types of Welding?
However, there are many different types of welding processes used today, for different effects and needs. Three of the most common are Arc, MIG (Metal, Inert Gas) or GMAW (Gas, Metal Arc Welding), and TIG (Tungsten Inert Gas) welding.
3 Types of Welding
Three of the most common are Arc, MIG (Metal, Inert Gas) or GMAW (Gas, Metal Arc Welding), and TIG (Tungsten Inert Gas) welding. In order to know which process is best for the particular job you’re working on, here’s what you should know about each of them. Arc welding is the oldest of these three welding processes.
Like this post? Share it with your friends!
Suggested Read –
- Types of Milling Bits
- How Do Air Brakes Work
- Projection Resistance Welding
- Difference Between Orthogonal and Oblique Cutting | Orthogonal Machining
- What Is Magneto Ignition System | How Does an Ignition System Work | How Does a Magneto Work | What Does a Magneto Do | Magneto Ignition System
- What Is a Synchromesh Gearbox? | Principle of Synchromesh Gearbox | Construction of Synchromesh Gearbox | Working of Synchromesh Gearbox
- Working of Constant Mesh Gearbox | What Is a Constant Mesh Gearbox? | Different Gear Ratios in Constant Mesh Gearbox | Construction of Constant Mesh Gearbox
- What Is Cupola Furnace? | Cupola Furnace Design । Cupola Construction | Purpose of Cupola | Working Principle of Cupola Furnace: | Advantages of Cupola Furnace | Disadvantages of Cupola Furnace | Applications of Cupola Furnace