Important Point
What Is a Flame in Gas Welding?
To learn more about flames, I explored the basics of how gas welding works. This welding technique requires the use of a torch, which produces a flame.
Flames are used to heat metals or thermoplastics, allowing them to cool. Most gas welding processes use oxyfuel welding. It is one of the oldest welding processes, first developed in 1903. With oxyfuel welding, also known as oxacetyl welding, you need a liquid fuel or gas such as acetylene.
The gas is combined with oxygen to raise the temperature of the flame. The torch consists of hoses that attach to gas tanks. When I’m ready to start welding, I open the valve and ignite the gas as it exits the flashlight. Then I can adjust the valves to adjust the flow of each gas, changing the gas ratio.
Each flame also has many areas called cones. The inner cores are the hottest part of the flame. This is where acetylene and oxygens combine.
The outer cone is colder because it receives more oxygen from the surrounding air. It is also commonly called the outer envelope or sheath.
Also, Read: Open Belt Drive And Cross Belt Drive | Difference Between Open Belt Drive And Cross Belt Drive
Types of Flames in Gas Welding:
 Today we will learn about the types of welding flames used in gas welding. In my previous post, we have discussed gas welding. In this welding process, gases, fuels are burnt, and high-temperature flames are used to make further weld joints. Flame plays a major role in forming a weld joint, and the weld properties are highly dependent on it.
Today we will learn about the types of welding flames used in gas welding. In my previous post, we have discussed gas welding. In this welding process, gases, fuels are burnt, and high-temperature flames are used to make further weld joints. Flame plays a major role in forming a weld joint, and the weld properties are highly dependent on it.
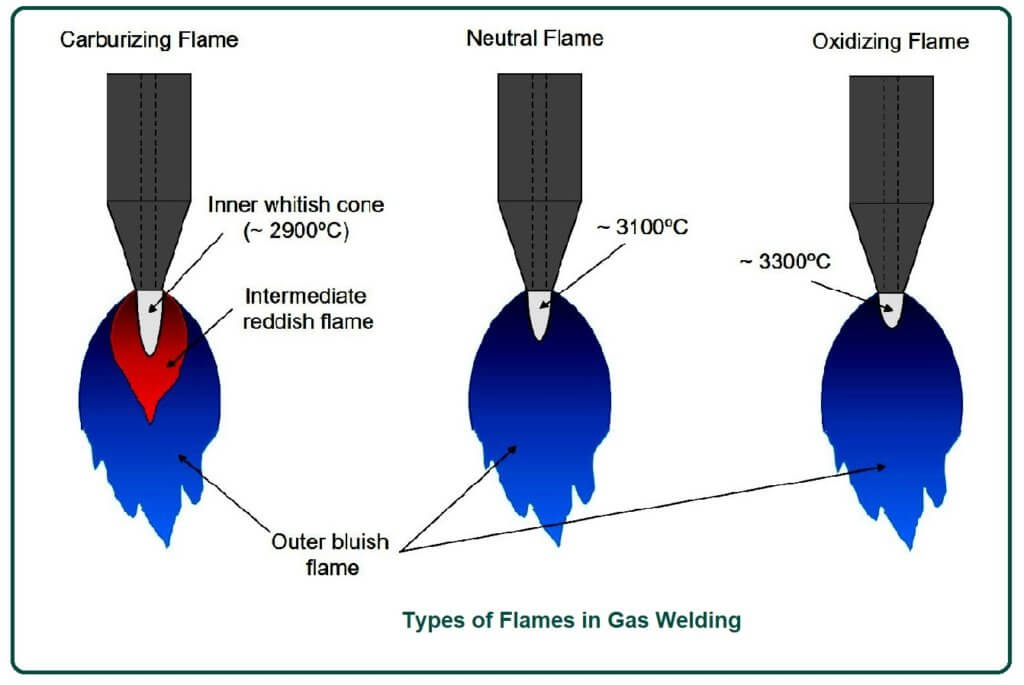
There are three types of flame natural flame, carburizing flame, and oxidizing flame. The natural flame has a coordinated mixture of fuel and oxygen, the carburizing flame contains more fuel, and the oxidized flame contains more oxygen. Different materials used different flames according to the weld position. As we know, there are three basics welding flames. These areas follow.
- Neutral Flame.
- Carburizing Flame.
- Oxidizing Flame.
Also, Read: EBM Machining | Principle of Electron Beam Machining | Working of Electron Beam Machining
#1. Neutral Flame-
 The neutral flame contains a one-to-one ratio of acetylene and oxygen. It receives additional oxygen from the air & provides complete combustion. It is generally preferred for welding. The neutral flame has a clear, well-defined, luminous cone to indicate that combustion is complete. Neutral welding flame is commonly used to weld:
The neutral flame contains a one-to-one ratio of acetylene and oxygen. It receives additional oxygen from the air & provides complete combustion. It is generally preferred for welding. The neutral flame has a clear, well-defined, luminous cone to indicate that combustion is complete. Neutral welding flame is commonly used to weld:
- Mild Steel
- Stainless Steel
- Cast Iron
- Copper
- Aluminum
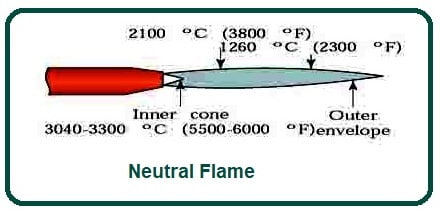
Neutral must be adjusted before welding flame, or camming or oxidized flame mixture is set. There are two clearly defined regions of neutral flame.
- The inner region has a shiny cone that is blue-white in color.
- There is a light blue envelope or sheath around it.
These neutral flames are obtained by starting with an additional acetylene flame that has a “wing” expansion of the inner cone. When the acetylene flux decreases or the oxygen flow increases, the plume will disappear. The neutral flame starts when the wing disappears. About one degree of oxygen is obtained from a mixed torch gas, and a quantity of acetylene gives a neutral or balanced flame.
This is achieved by gradually opening the oxygen valve to shorten the acetylene flame until a clearly defined internal cone appears. For a strictly neutral flame, there should be no white current at the end of the cone. In some cases, it is desirable to leave a slight acetylene streak or “feather” 1/16 to 1/8 inch (1.6 to 3.2 mm) long at the end of the cone to ensure that the flames are not oxidized.
This flame adjustment is used for most weld operations & for preheating during cutting operations. The molten metal puddle is cold and clean when welding with this flame. The metals flow easily without boiling, foaming, or sparking.
In neutral flame, the temperature at the inner cone tip is about 5850 (F (3232 fire)), while at the end of the outer sheaths or envelope, the temperature drops to about 2300ºF (1260ºC). This variation within the flame allows for some temperature. Control when making a weld. The flame conditions can be changed to molten puddles, and thus heat is controlled.
#2. Carburizing Flame-
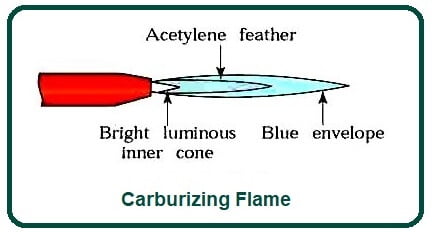 The carbonizing flame contains more acetylene; the inner cone has a winged edge that extends beyond it. This white feather is called an acetylene feather. If the wing of acetylene is twice that of the inner cones, it is known as 2x flames, which is a way of expressing the amount of excess acetylene.
The carbonizing flame contains more acetylene; the inner cone has a winged edge that extends beyond it. This white feather is called an acetylene feather. If the wing of acetylene is twice that of the inner cones, it is known as 2x flames, which is a way of expressing the amount of excess acetylene.
Carburizing flame can add carbon to the weld metal. Reducing or calibrating welding flames is achieved when less than one amount of oxygen is mixed with one amount of acetylene. This flame is achieved by first adjusting to neutral and then slowly opening the acetylene valve until an acetylene streamer or “fin” is at the end of the inner cone.
The length of this additional streamer indicates the degree of flame carbonization. For most welding operations, this streamer must not exceed the length of the inner cone. The reducing or reducing flame can always be identified by the presence of three distinct flame fields.
There is a clearly defined blue-white inner cone, a white intermediate cone indicating the amount of excess acetylene, and a light blue outer flare envelope. This type of glow burns with a hoarse sound. Its temperature in the inner cone tips is about 5700ºF (3149) C).
When a vigorous carburizing flame is used for welding, the metal boils and is not clear. Steel, which absorbs carbon from the flame, turns off the heat. This causes the metal to boil. When cooled, the weld has the properties of high carbon steel, which is brittle and subject to breakage.
A light wing flame of acetylene is sometimes used for back-hand welding. The carbonating flame is beneficial for welding high carbon steel and withstands such non-efficient alloys as nickel and monel.
When silver is used in solder and soft solder operations, only intermediate and external flame cones are used. They provide parts of soaking heat to heat to a lower temperature.
Also, Read: Working of Kaplan Turbine | What Is a Kaplan Turbine? | Main Parts of Kaplan Turbine
#3. Oxidizing Flame-
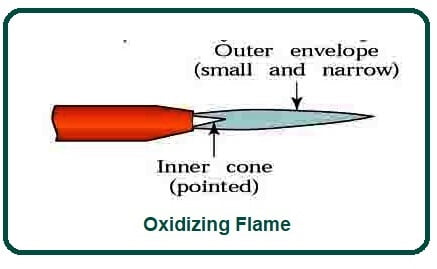 Oxidized welding flames are produced when more than one amount of oxygen is mixed with one amount of acetylene. Achieve this type of flame; the torch must first be adjusted to a neutral flame. The flow of oxygen is increased until the inner cones are shortened to about one-tenth of their original length.
Oxidized welding flames are produced when more than one amount of oxygen is mixed with one amount of acetylene. Achieve this type of flame; the torch must first be adjusted to a neutral flame. The flow of oxygen is increased until the inner cones are shortened to about one-tenth of their original length.
When the flames are properly adjusted, the inner cones are pointed and slightly purple. The oxidized flame can also be identified by its characteristic hissing sound. The temperature of this cone is approximately 6300ºF (3482) C) at the inner cone tip. Oxidation welding flames are commonly used for welding these metals:
- Zinc
- Copper
- Manganese Steel
- Cast Iron
When applied to steel, oxidizing flames cause the molten metal to foam and cause a closed spark. This indicates that the extra oxygen is combined with the steel and burning it. Oxidizing flames should not be used for welding steel because the deposited metals will be porous, oxidized, & brittle.
This flame will ruin most metals & should be avoided. Slightly oxidized flames are used in torch brazing of steel and cast iron. A strong oxidizing flame is used in brass or brass welding. In most cases, the amounts of excess oxygen used in this flame should be determined by observings the action of the flame on the molten metal.
Frequently Asked Questions (FAQ)
What Is the Name of Oxy Acetylene Gas Flame?
Oxy-fuel welding, more commonly known as oxyacetylene welding, or gas welding, is a welding process where two metal parts are welded by heating with a gas flame formed by the combustion of a fuel gas with oxygen.
What Is the Temperature of Oxy Acetylene Flame?
Oxyacetylene welding, commonly referred to as gas welding, is a process that relies on the combustion of oxygen and acetylene. When mixed together in correct proportions within a hand-held torch or blowpipe, a relatively hot flame is produced with a temperature of about 3,200 deg. C.
Flame in Gas Welding
Oxy-acetylene flame is mostly used for gas welding because of its high flame temperature (3200 °C). Oxygen is generated by liquefaction of air or by electrolysis of water, and acetylene is produced as a result of a chemical reaction of calcium carbide in contact with water.
Welding Flame
The flame plays a lead role in creating a weld joint, and the weld properties are highly dependent on it. There are three types of flames natural flame, carburizing flame, and oxidizing flame. Natural flame has a synchronized mixture of fuel and oxygen, the carburizing flame has more fuel, and oxidizing flame has more oxygen.
Types of Gas Welding Flames
- Neutral Flame
- Carburizing Flame
- Oxidizing Flame
Gas Welding Flames
There are three types of flames natural flame, carburizing flame, and oxidizing flame. Natural flame has a synchronized mixture of fuel and oxygen, the carburizing flame has more fuel, and oxidizing flame has more oxygen. Different materials used different flames according to weld condition.
Oxyacetylene Flame Is Used For
A Neutral Oxy Acetylene Flame is used for Welding, Brazing, and Silver Soldering most metals and is, therefore, the most common type of flame to use. A Neutral Flame is also used for Oxy Acetylene Cutting.
Gas Welding Flame Temperature
Gas welding is carried out by a flame produced by burning approximately equal volumes of oxygen and acetylene, which are delivered at equal pressures from gas bottles to a welding torch. The flame temperature is approximately 3100°C, which is high enough to melt steel and other metals.
Like this post?
Share it with your friends! Suggested Read –
- Difference Between Orthogonal and Oblique Cutting | Orthogonal Machining
- What Is Magneto Ignition System | How Does an Ignition System Work | How Does a Magneto Work | What Does a Magneto Do | Magneto Ignition System
- What Is a Synchromesh Gearbox? | Principle of Synchromesh Gearbox | Construction of Synchromesh Gearbox | Working of Synchromesh Gearbox
- Working of Constant Mesh Gearbox | What Is a Constant Mesh Gearbox? | Different Gear Ratios in Constant Mesh Gearbox | Construction of Constant Mesh Gearbox
- What Is Cupola Furnace? | Cupola Furnace Design । Cupola Construction | Purpose of Cupola | Working Principle of Cupola Furnace: | Advantages of Cupola Furnace | Disadvantages of Cupola Furnace | Applications of Cupola Furnace