How to weld with flux core?
Flux-cored arc welding uses the heat generated by an electric arc to fuse the base metal at the weld joint area.
This arc is struck between the metal workpiece and the continuously fed tubular cord consumable filler wire, in which both the wire and the metal workpiece are joined together to form a weld joint.
It is similar to MAG welding, except that FCAW welding uses a hollow, tubular electrode filled with flux instead of a solids metal electrode.
Based on the shielding method, the FCAW process can be divided into two types; One that uses an external shielding gas & one that relies entirely on the flux core itself to protect the weld area.
Shieldings gas was used protects the weld pool from oxidation and is usually provided externally from a high-pressure gas cylinder.
The weld metal is also shielded from the formation of slag by melting flux. Thus the process is informally known as ‘dual shield’ welding and was developed primarily for the welding of structural steels.
The most commonly used shielding gas is carbon dioxides or mixtures of Argon and carbon dioxide. The most commonly used mixture is 75% argon & 25% carbon dioxide. This dual shield method is preferred for weldings thicker materials or welding out of position.
This process, when used in similar settings, delivers welds with more consistent mechanical properties and fewer defects than MMA or MAG processes.
The continuously fed tubular electrodes also allow for a higher production rate than solid wire or stick electrodes. However, the gas-shielded method may not be suitable for use in windy conditions because disturbances in the gas shielding can result in reduced properties of the weld metal.
The second version of this process does not use an external shielding gas but relies on the protection provided by the flux-core electrode. This electrode provides gaseous protection & also forms a slag that envelops and protects the molten metal in the weld.
The filler wire core contains slag-forming fluxing agents and materials that produce shielding gases when burned by the heat of the welding arc.
The shielding flow means that this process can be easily carried out even in windy conditions without the need for external shielding gas. This makes the process extremely portable and therefore suitable for outdoor welding applications.
What Is Flux Cored Arc Welding?
Flux core arc weldings were introduced in the 1950s. Technically, the introductions of this process were not new.
It was just a new type of electrode that could be used on a MIG welding machine. Flux-cored arc welding is a process similar to MIG welding. Both processes use continuous wire feed and similar equipment.
The power supply for FCAW and MIG welders is the same machine. They are both considered semi-automatic processes and have very high production rates.
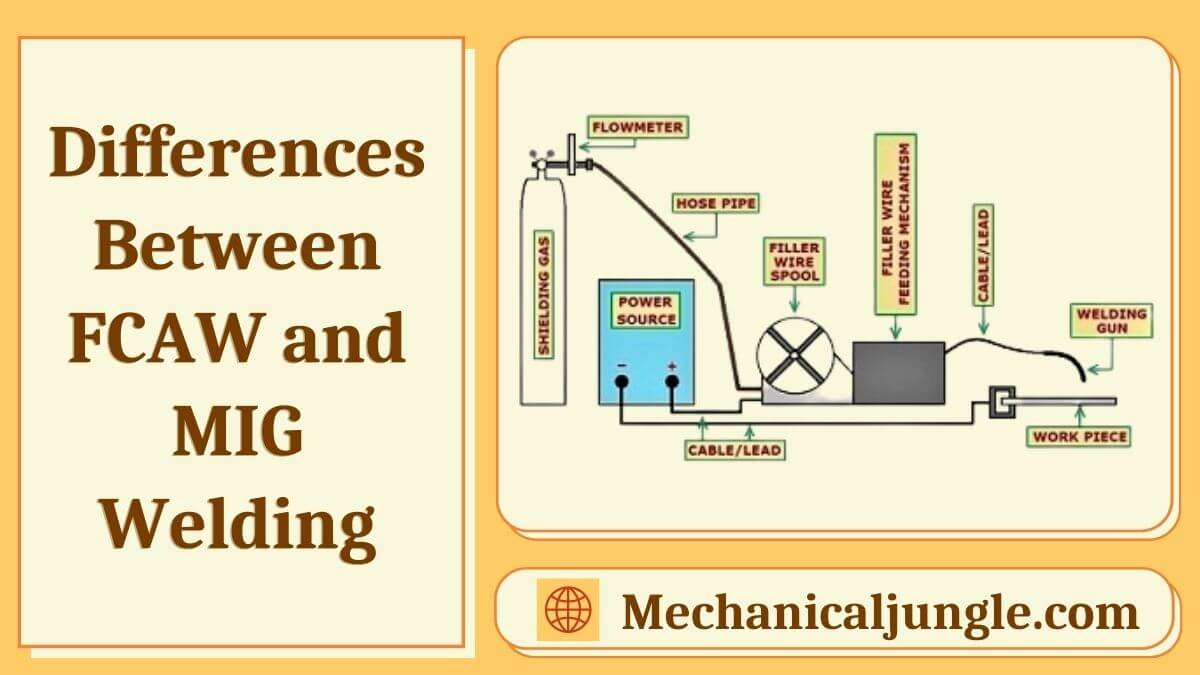
What Are Differences Between FCAW and Mig Welding?
The main difference between flux-cored arc welding and MIG welding is the way the electrodes are shielded from the air. Flux-Cored Arc Welding As the name implies, there is a hollow wire with flux in the center, similar to a candy called “pixie sticks.”
As the name states, a “flux core.” The main differences between MIG welding & flux core arc welding are that FCAW gets its shielding from the flux core, and it allows the operator to weld outside in the air.
It’s like SMAW welding electrodes turned inside out! MIG welding is shielded from a bottle of gas which has serious drawbacks when welding outside or in drafty conditions.
How Much Faster Is Fluxes Cored Arc Welding?

Flux-Cored Arc Weldings is the most productive of the manual weldings processes! When comparing MIG welding to fluxes core arc weldings, there is a huge difference in the number of welds produced per hour.
MIG welders can typically produce 5 to 8 pounds of welds per hour, while an FCAW welder is packing more than 25 pounds of welds per hour. Core welding on top of that flux can weld 1/2″ plates in a single pass with full penetration on both sides.
For this reason, flux core arc welding is mainly used in the shipbuilding industry. Ships are made of heavy plates, and there is an endless amount of welding that needs to be done.
Flux core welding produces high-quality welds fast and even in windy conditions. FCAW weldings were used on the Oasis of the Sea Wave Deflector project.
We welded as fasts as we could around the clock, as we only had 72 hours to complete the project and flux-cored arc welding was what we used on most welds. The ship is 25 stories high, 253 feet above the water, and was the largest in the world at the time.
What Can FCAW Weld?

Welding with fluxes core electrodes has some serious disadvantages when it comes to the weldability of metals.
So far, flux-cored arc welding has been proven on most carbon steels, cast irons, nickel-based alloys, and some stainless steel. Unfortunately, most non-ferrous exotic metals cannot be welded, and this includes aluminum.
On the upside, for most hobbyists, flux core electrodes can be an excellent choice for general garage work, as no shielding gas is required on some electrodes if used in MIG welders.
How Flux Cored Arc Welding Works?
Like MIG welding, flux-cored arc welding requires three main components, electricity, filler metal, and a form of shielding from the air. Like MIG welding, fluxes core welding works by continuously feeding an electrode into a joint.
First, the welder squeezes the trigger, & then the wire feeder begins to feed the electrodes to the joint; at the same time, electrodes become electrically charged.
Once the electrodes hit the metal joint, the electricity short circuits & heat the electrode until the electrode begins to melt. As the electrodes begin to melt, the metal begins to melt as well, and then the two form a puddle.
This puddle melts the flux core at the same time, creating a shield from the wind, & at the same time, producing a slag that protects the weld from contamination.
What Are Differences Between Self-Shielding VS. Dual Shield FCAW?
Flux-cored arc weldings come in two types of shielding. The first difference is in the electrodes themselves; it is tubular wire with a shielding powder in between.
In technical terms, this is called “self-shielding” or sometimes branded “inner shield.” The second is the same type of electrodes but with another component added.
Bottles of gas are used in addition to the fluxes core shielding. The technical term for this is “duals shield.” In the case of dual shieldings, you have powders flux in the center of the electrode & externals shielding gas protecting the welds area.
FCAW Voltage Type Welding Polarity Power Supply:
A flux-cored weldings power supply is also a MIG welding power supply; they are the same machine. That is a “constant voltage power supply.” Constants voltages power supplies keep the voltage near or at the same level, unlike a TIG or stick welder, which keeps the amperage consistent.
Amperages are changed with the wire feed speed in a flux cord welder. The fasters the wire feeds, the more contacts the electrodes have, producing more amperage and heat. The voltage type used is DC direct currents, such as the current produced by a battery.
The polarity used in industrial fluxes core arc weldings is typically the d/c electrode (+) positive. This means that the handles are the positive side of the circuit or that electricity flows from the metal to the weldings handles. This is typicals when larger electrodes are used.
When weldings with small electrodes and sheet metals, the polarity is changed to the d/c electrode (-) negative. The main difference between an FCAW and a MIG welder is that the flux corded arc welding power supply is available with more, more power!
Basically, he is an extremely powerful MIG welder! Some fluxes core arc welders come with the ability to run extremely hot, over 1000 amps! That’s where they leave MIG welding in the dust for production.
What Is Shielding Gas Used for Fluxes Cored Arc Welding?
If you are welding with “self-shielding” electrodes, you do not need any shielding gas. Self-shielding electrodes work well in the air and burn through mill scale, rust, and almost everything else, so no shielding gas is required.
In the case of the use of dual shielding with flux-cored electrodes, the options for shielding gases are limited. The options are as follows:
- CO2 – Carbon Dioxide
- Ar – Argon
- CO2 / Ar – a mixture of both
- Ar / Ox (Oxygen) – a mixture of both
#1. Welds Characteristics of CO2 Shielding Gas on Dual Shield FCAW
CO2 by itself produces the deepest penetrating welds but has some drawbacks. The mechanical properties of the welds are not the best because the flux in the wire reacts with the shielding gas.
There are other drawbacks, it produces a lot of spatter, and the arc is stiff and not as stable as it could be.
#2. Welds Characteristics of Argon Shielding Gas on Dual Shield
The Argon by itself will also weld with a flux-cored electrode, but like CO2, it reacts when the flux is not favorable. Both argon & carbon dioxide can make a good-looking weld if used on their own. What looks like a weld versus actually, the quality of the weld are two different stories.
#3. Welds Characteristics of C25 Shielding Gas on Dual Shield FCAW
Mosts common gases used for dual shield FCAW are carbon dioxide and Argon or a mixture of Argon & oxygen. mosts popular is C25 / 25% carbon dioxide & 75% argon. This gas produces a steady arc, less splatter, and allows for greater spray transfer of the metal.
I recently used this mix while taking my 3G Flux Cored Arc Weldings certifications. In some other cases, mixtures of Argon & oxygen may be used. Oxygen stabilizes the welding arc in a small percentage and improves the mechanical properties of the weld.
Ultimately if using a dual shield, it is always best to read those electrode build recommendations or ask your gas supplier for the proper gas.
What Can Types of Electrode Be Used With FCAW?
The electrodes used for flux cord welding are almost visually similar to MIG welding electrodes. The difference is that the flux cord electrodes are tubular or hollow tubes with the flux in the center. MIG welding electrodes are solid metals. Flux corded electrodes come in standard sizes.
Some are the same size as a MIG welding electrode, but others are equal in thickness to stick welding electrodes. Therein are some of the more popular sizes for the standard industrial applications:
- .035
- .045
- .052
- 1/16
As with mosts electrodes, there is a standards classifications code or designation code on the spool they come in. It is important to know some basics to better understand the classification where classification codes differ.
A somewhat common flux-cored welding electrode is “E71T – 1”. As with all electrodes, numbers & letters all mean something. Their identity definitions are as follows:
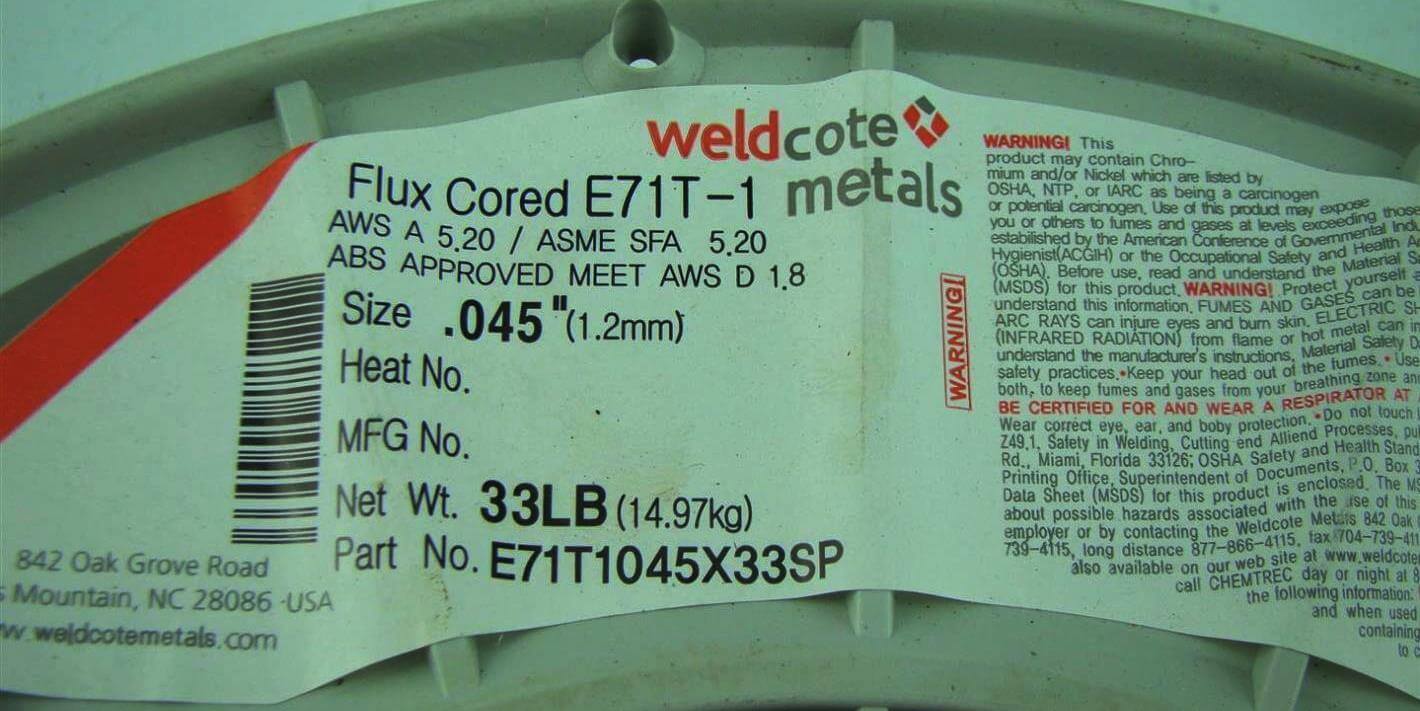
- E – stands for an electrode.
- 7 – stands for a minimum amount of the tensile strength. In this case, thy is 70,000 lbs of the tensile strength per square inch of weld. This number is found by adding four zeros to the number.
- 1- Stands for the condition that this electrode can be welded. There are only two designations, & they are “0” for flat and horizontal welding, then “1” for all position weldings.
- T – stands for tubular electrodes. When “T” is used, this is always assumed that it is a corded flux electrode.
- 1 – is the final shielding flux type designation.
- As a note, all corded flux electrodes need to be stored in a dry place. Otherwise, moisture can pick up and cause major weld defects.
What Causes Worm Holes, Track, and Porosity In FCAW?
The most common issues when using fluxes cored arc welding wire are porosity, wormholes, and worm tracks. The cause of these defects is improper storage of electrodes. Electrodes pick up moisture inside the wire and create wormholes, porosity, and worm tracks when the welder starts welding.
The way to fix this is to cut off at least 10 feet from the electrodes and then start welding. To avoid these issues, the electrodes need to be stored in a dry place or moisture-proof bag.
Flux Cored Welding Transfer Types:
There are two metal transfer types used when welding with flux-cored electrodes! Transfer types are spray transfer and spherical. Spray transfer is most commonly used. As the name suggests, the metal from the electrode heats up to the point that it literally sprays the filler metal onto the joint.
The globular transfer heats the electrode so much that globs of metal drip from the electrode to the weld joint. What differentiates the two transfer types is the voltage settings, wire speed, and gases used if any.
How to Prepare a Welds Joint for FCAW?
Joint preparation for fluxes core is not as important as for MIG welding. FCAW can usually burn through mill scale and minor corrosion. In many cases, when metal is torch cut, it can be welded without any additional cleaning. This is a huge saving in labor costs for the shipbuilding industry.
In addition to easy joint preparations, the beveled grove joint can be an inch or thinner for metals, & they can be welded in single pass with full penetrations on both sides.
How to Setup an FCAW Machine?
There is no simple answer when setting up a flux-cored arc welding machine! The basics of flux-core machine setup are the same as for MIG welding.
On some welding machines, such as the Millermatic 250, there is a weldings machines setting chart on the inside panels.
The picture on the left shows the inside panels of the Millermatics 250, showing the wire feed speed, and recommended voltage settings for the metal thickness range. As the pictures show, there are two main components; they are voltage settings & wire feed speed.
The voltage setting controls the voltage, & when selecting them, it is best to use electrodes to build up the voltage recommendations.
When choosing voltages range, there are two factors that determine this, electrode size and metal thickness. After that, you can fine-tune your settings to your comfort level.
The wire feeds speeds setting is what controls the amperage & sometimes the transfer type. The faster the wire feeds the joint, the more contact the wire has, and this increases amperages. Most of the time, you want the sounds of welds to have a sharp, deep crack.
This is very important when welding overhead! The overhead position requires a wire-speed feed to avoid forming globs. If globs start to form on the end of the electrodes, you’ll soon find the nozzle filling up with splatter, and chances are you’ll find some of that splatter burning off!
This is a Millermatic 211, & all you have to do is turn the dial to your metal thickness, & you don’t need to set anything up.
The machines above are a Millermatic 211, and newer machines just require setting the dial to the correct metal thickness and playing with them. Setting up new machines is getting easier, but it is always good to know how to set up your machine properly.
How to Set Up Shield Gas for Dual Shield FCAW?
Sometimes a third component occurs when the flux-cored electrode is a dual shield type electrode. This is the gas flow rate for the shielding gas.
This varies for the size of the wire used, the size of the cup, and the wind conditions. On my 3G FCAW weldings certifications, I used about 30 CFH in a classroom setting. But other times, when welding in bad conditions, I have to go up to 60 CFH on the gas setting.
How to Convert MIG Welder to FCAW?
The welding machine used in the case is a MIG welder; The rollers need to be changed to the proper size. In addition to proper roller size, the tension settings on the rollers should not be too tight. Otherwise, the electrode will be crushed in the rollers & cause problems in the welds.
When setting tensions of the rollers, they should be looses enough that it is easy for the roller to slip when the wire is off. On the other hand, the tension must be tight enough to hold the wire in place without disturbing the motion of the wire, allowing a steady arc. Don’t forget the tip, nozzle, & liner (if needed).
Flux Cored Arc Welding Techniques:
Before attempting to weld with flux-cored electrodes, you need to know the designation on the label. Remember that flux-cored electrodes come with two-position designations. The first is “0,” and that is for flat and horizontal welding only! The second designation is “1,” and it stands for All Position Welding! Always know what the electrodes are designed to do.
When it comes to welding techniques, FCAW is very similar to MIG welding! The main difference is what the puddle looks like and the fact that the weld sticks are covered in flux-like welding.
#1. Back Hand Vs. Forehand Welding:
Firsts thing to consider is whether you need to weld backhand or forehand. Any technique can be used for any situation, and remember, these are guidelines only!
Backhand welding occurs when the handle of the welder is pulled in like a stick welder. The backhand technique is common for flux core welding in flat & horizontal positions.
The only other times you may want to consider the backhand technique is when welding in the 4th position. The reason for this is to avoid sneezing at yourself.
I tried welding a conduit weld in the overhead position using the forehand technique, and a few sparks getting inside my leather quickly burned out.
The nozzle splatter from welding in the overhead position in the photo above is typical and unavoidable. The downside of backhand welding is that the weld puddle is a little harder to see.
Also, when welding overhead, the machine setup has to be perfect! If you are fewer experienced, you can get amazing welds from weld joints without knowing it.
You usually focus on the shape of the weld puddle behind the crater, like with stick welding. This method produces very deep penetrating, high and narrow welds.
The pictures above are welds I did in the 4th position, so even though the backhand technique produces a high weld, they largely look like it was welded in the flat positions. The forehand method is when the weldings handle pushed in the direction of travel.
This method is commonly used on thin metals for vertical upward and overhead fillet welds (4F). The forehand method also works well in a flat or horizontal position.
This mode of travel makes it easy to see the weld puddle. This allows you to easily see the weld joint and is not very likely to deviate from the joint. The downside of this technique can sometimes be excessive if the angle of travel is not correct.
#2. How Much Should Fcaw Electrodes Stick Out Be?
When FCAW electrode extension or stick-out is higher than MIG welding, the electrode extension requirement for MIG welding should typically be inches or less; Otherwise, the shielding gas will not do its job. With dual shielding, or less stick-out is applicable in many situations.
When FCAW with a self-shielding electrode, the extension should be kept approximately an inch or more, depending on the type and edge of the electrode.
In many cases, the extra electrode pre-heats the stick-out electrode. This, in turn, helps to dry the flux inside the wire and prevents excess moisture absorbed by the flux into storage from contaminating the weld.
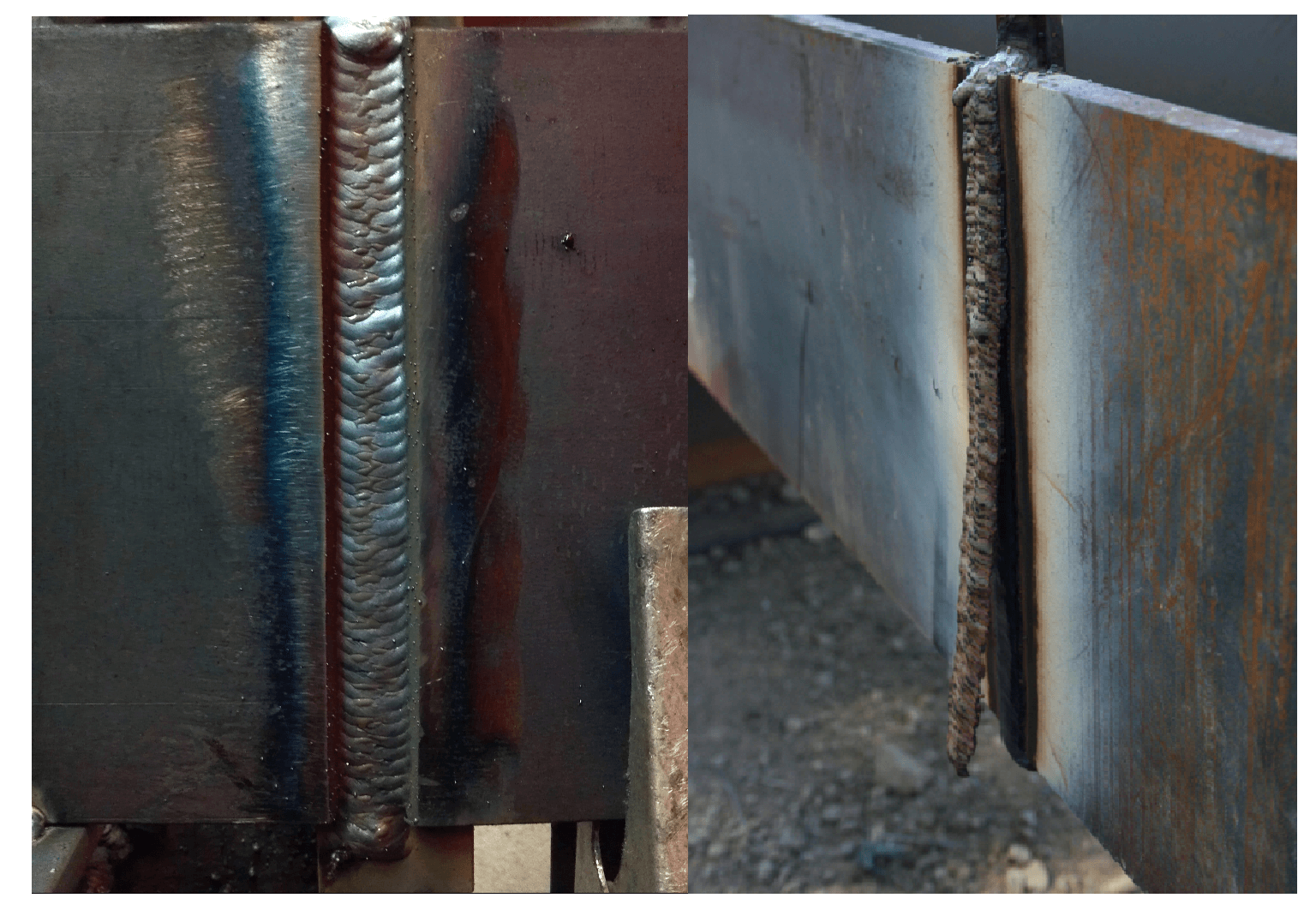
The picture on the right is a fluxes core weld done on scrap metal, with very little stick-out and some moisture in the wire resulting in weld pores.
There is no easy answer when it comes to flux core welding techniques. Most of the techniques are similar to all welding processes.
For example, the lashing of the weld, the making of a circle, and the weaving techniques used for wide welds. When it comes to welding wide weaves, this is the least commons.
Most fluxes core electrodes are typically designed for stringer beads. Sometimes on a wider weld, the flux will peel off on its own without peeling off.
The images below are the cap of a 3G weld made using dual shielding, C25 gas, and the E71T-1. It only requires a tap with a tapping hammer, and the flux just drops to the floor!
Welding angles in different positions are the same as for MIG welding! What changes when using fluxes core welding is a combination of many different factors such as electrode type, flux type, shielding gas (if any), and the thickness of the metal being welded!
It comes down to practicing with specific types of electrodes on the same thickness of metal, using the trial and error method.
What works with one electrode type and thickness of metal may not work with another. I have personally found that weldings overhead requires a right angle and a precise setup machine to get the job done.
The overhead angle is about 10 degrees, regardless of whether the method is forehand or backhand. Otherwise, it will seem that it is impossible to get a good weld.
Not all other conditions are as important when it comes to travel angles. Like any other weldings process, it is best to take a piece of scrap metal identical to the piece to be welded & do a quick practice before welding!
#3. Overview of Flux Cored Arc Welding
The reality of flux core arc weldings is using a typical MIG welding machine & mostly the same equipment, with a few small exceptions! Although they are considered to be two different types of welding processes, it is only the electrode type and shielding type that separates them.
Learning and understanding flux core welding is like learning how to use a different type of electrode in a MIG welding machine. That’s really all it takes to flow core arc welding.
Understand Basics:
#1. Why Flux Core Welding?
Flux core welding is used to weld thick metals. It differs from flux core soldering & is ideal for heavy-duty or industrial applications as the finished bond is more secure. This is essential when workings on things like machines parts.
#2. Flux Core Welding Benefits
One of the main advantages of flux core welding is that it can be easily carried out under a variety of conditions quickly and effectively. The flux core process leaves slag over the weld joint, which usually needs to be removed after the welding process is complete.
Tip: For use indoors, MIG welding is recommended if you have a power source that can handle the MIG process.
Consider Your Safety:
Before you start workings on your welding techniques, you should take the time to make sure you have the proper safety types of equipment. Here are guides to help you get the right weldings safety equipment & purpose-specific safety gear:
- Safety glasses. Always wear safety glasses rated for welding.
- Welding Bandana. A welding bandana is flame-retardant and is designed to be used during the weldings process.
- Auto-darkening helmet. Securing fit is essentials to protect your eyes while welding.
- Welding Jacket. Look for a fit that is neither too loose nor too tight. A full range of movements is important, but you don’t want extra material that can get in your way as you work.
- Welding Gloves. Look for gloves specifically designed for welding as you will be dealing with high temperatures and very hot metal, which can lead to injury.
- Proper work pants. Denim is often the best, easiest option for comfort and protection. Avoid cuffed pants as they can trap hot material during the weldings process.
- Leather apron. Leathers are an ideal protective material for a weldings apron.
- Work shoes or boots. Leatherwork boots or substantial running shoes are your best bet when you’re learning to flux core welds.
Gather Flux Core Welding Supplies and Equipment:
Some special equipment is required for flux core welding:
- Flux Core Stick Welder. Machines designers specifically for this purpose are great ways to get started. Some even come with the accessories you’ll need to get started. Look for models with continuous wire feed control for faster weldings.
- Stick electrode. These account for most of the fillers metals used during the flux core weldings process.
- Trigger-activated welding gun. A trigger-activated model can help prevent arc flashes.
- Ground clamp with appropriate length cable.
- Additional Contact Tips for Welding Guns.
- Flux welding wire. The .030-inch diameter E71T-11 wire will work well for welding both thin and thick materials. As you become more comfortable with fluxes core welding and perform different tasks, you may need different types of wire.
- They were chipping hammers and wire brushes. Slag removal is required upon completion of flux core welding.
Tip: Flux core weldings machines are excellent starting points, but some models allow for both fluxes & MIG welding capabilities. Consider larger machines with more options if you do a lot of welding for work or are preparing a shop or business.
Prepare Workspace:
Start with a clean surface. While flux core welding can be done on dirty or rusted pieces, you should always do what you can to clean your starting materials first. Make sure the area where you are applying the ground clamp is as clean as possible.
Prepare Metal and Wire:
Choose E71T-11 wire for most projects. It works for a wide range of metals and thicknesses, so it’s an excellent choice for beginners. You will also need to select the correct wire diameter for the task. (.030-inch) the wire is great for general purpose use. For thicker materials, choose heavier gauge .035 or .045-inch wire instead.
Use Pull Technique:
- Start with 3/4-inch wire stockouts. This is more stick-out than you’ll need for MIG welding, but it is the ideal starting point for flux core welding.
- Use a pull or drag technique when welding flux cores.
- To achieve this, you need to remember that you must always move away from your perfect weld.
- Point the welding gun so that it is facing the weld puddle and begin to pull it away from the metal. This method provides deeper penetration and makes it easier to see if there is a lot of buildups.
Tip: Practice on scrap or tests projects before workings hard. Fluxes core weldings can take time to learn, so don’t jump into a complex project at first. Make some test welds, even if you are already familiar with other types of welding.
Flux Core Welding Tips:
Flux core weldings are something you can master only with experience. However, there is some tip that can help you avoids makings common mistakes when getting started. Use these to guide you:
- Maintain proper drag angle. An angle of approximately 15° to 45° is required for flat, overhead, and horizontal positions. The vertical position prefers 5° to 15°.
- Avoid burnback. Burbank occurs when the wire at the end of the contact tip melts into a ball. Prevent this by using correct wires feed speeds for the job and keeping your welding gun the proper distance from your job.
- Prevent birds’ nests. This happens when the wire becomes tangled and cannot be fed properly. Use U-groove or knurled-V wires instead of GMAW wire.
- Mark the top of your welds. Often referred to as worm tracking, avoid it by using the correct setting recommended by the filler metal manufacturer. If worm tracking still occurs, reduce your voltage by about half a volt at a time.
What Are Advantages?
Flux core welding technology offers several advantages over other methods. FCAW is preferable for outdoor use as well as MAG welding for joining thick materials.
The built-in shielding provided by filler wire can withstand strong winds, and if used without external shielding gas, the FCAW is portable and convenient.
This welding process also provides greater ductility with alloy compositions than MAG. It also provides higher wire deposition rates and better arc stability, allowing for high-speed applications without adversely affecting good quality welds.
Fluxes Cored Arc Weldings can be an ‘all position’ process and requires less skill among operators than MMA and MAG. It also requires less pre-cleaning of metals than other processes. If FCAW is applied correctly, the chances of porosity are also very less.
What Are Disadvantages?
The process has some disadvantages compared to other welding techniques, including the production of noxious fumes that can make the weld pool difficult to see.
FCAW generates more smokes than other processes such as MMA or MAG. Porosity can also be a problem if gases cannot escape from the weld metal before the welds metal solidifies.
FCAW electrodes require better handling & storage procedures than solid wire electrodes. Due to their tubular nature, filler materials can sometimes be more expensive than their concrete counterparts. The correct filler metal must be chosen to ensure the required mechanical properties.
In addition, there is an exigency to ensure frequent wire feeding to avoid associated weld problems. Another disadvantage is slag formation which must be removed before each subsequent layer is deposited.
Finally, while FCAW is excellent for joining thick metals, it is not recommended for use on materials thinner than 20 gauge.
What Is Fcaw Used For?
It is a flexible welding process suitable for all position welding, given the correct filler material and flux composition.
Being highly productive due to high deposition rates, it provides high-quality welds with a nice appearance. The high welding speed & portability of this welding method mean that it is widely used in construction.
It is also supported by the fact that this process can be easily carried out even in windy conditions. Since it can be used for a range of alloys, plain carbon, stainless and duplex steels, flux-cored arc welding is also often used for surfacing and hard facing.
Frequently asked questions (FAQs) that could be included in an article about flux core arc welding:
What is flux core arc welding (FCAW)?
Flux core arc welding (FCAW) is a welding process that uses a continuously fed consumable electrode containing flux to form the weld. It can be operated with or without shielding gas, making it versatile for different applications.
How does flux core arc welding differ from other welding processes like MIG welding?
FCAW differs from MIG welding primarily in the type of electrode used. FCAW uses a tubular electrode filled with flux, whereas MIG welding uses a solid wire electrode and a separate shielding gas.
What are the advantages of flux core arc welding?
FCAW is known for its high welding speed, deep penetration, and ability to weld thick materials. It is also more forgiving of dirty or rusty materials compared to other welding processes.
When should flux core arc welding be used?
FCAW is often used in industries such as construction, shipbuilding, and pipeline welding where high deposition rates and deep weld penetration are beneficial. It is suitable for welding materials like carbon steel, stainless steel, and low-alloy steels.
What types of equipment are needed for flux core arc welding?
Equipment for FCAW includes a welding machine capable of DC electrode positive (reverse polarity), a wire feeder, flux-cored welding wire, and optional shielding gas cylinders and regulators depending on the specific process variant (gas-shielded or self-shielded).
What are some tips for achieving quality welds with flux core arc welding?
Ensure proper preparation of the weld joint, maintain correct voltage and wire feed speed settings, and pay attention to travel speed and technique to achieve smooth, strong welds. Controlling the welding environment, especially wind and drafts, can also impact weld quality.
Can flux core arc welding be used outdoors?
Yes, flux core arc welding can be used outdoors due to its ability to operate without shielding gas (self-shielded process). However, environmental factors such as wind and humidity may affect welding quality and should be considered.
What safety precautions should be followed when using flux core arc welding?
Safety precautions include wearing appropriate personal protective equipment (PPE) such as welding helmets, gloves, and clothing, ensuring adequate ventilation in enclosed spaces, and following manufacturer’s guidelines for equipment setup and operation.
What are common defects or issues encountered with flux core arc welding?
Common issues include porosity (due to improper gas shielding or contamination), lack of fusion, and excessive spatter. Proper training, equipment maintenance, and attention to welding parameters can help minimize these defects.
Is flux core arc welding suitable for beginners?
While flux core arc welding can be more forgiving than other processes, it still requires skill and practice to achieve consistent weld quality. Beginners should receive proper training and practice on scrap materials before attempting critical welds.