Important Point
What Is Resistance Projection Welding?
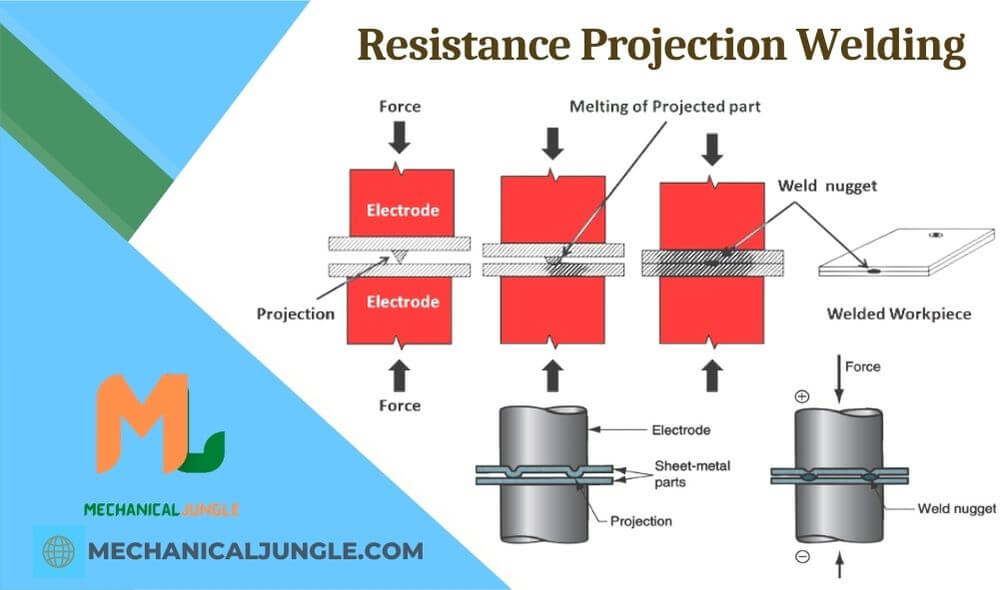
In projection welding, as the name suggests, various approximations are formed for effective weldings. Projections welding is one of the types of resistance welding, & its working principle is the same as resistance welding. The only difference here is that projections or embossing joints are used for the purpose of welding.
Projection welding is a resistance weld where the design or shape of the part is used to make the desperate individual point contacts to concentrate the current during the welding process. In most applications, many small projections are made on one surface of the parts to be welded. These projections may be round dimples, elongated ridges, rounded or elongated corners of weld nuts.
Two round wires held together at 90 degrees make a point contact. It will also be a projection weld. When the mating part is brought together, these projections concentrate the current flow and generate heat in these locations. When the projections heat up, they collapse as weld nuggets.
The result is several weld nuggets holding together after cooling. There is, of course, one weld per crossing location in the case of cross wire welding, but usually, many are welded at the same time as the fence.
Also, Read: Parts of Turret Lathe | Working of Turret Lathe | Types of Turret Lathe | Advantages of Turret Lathe
Resistance Projection Welding:
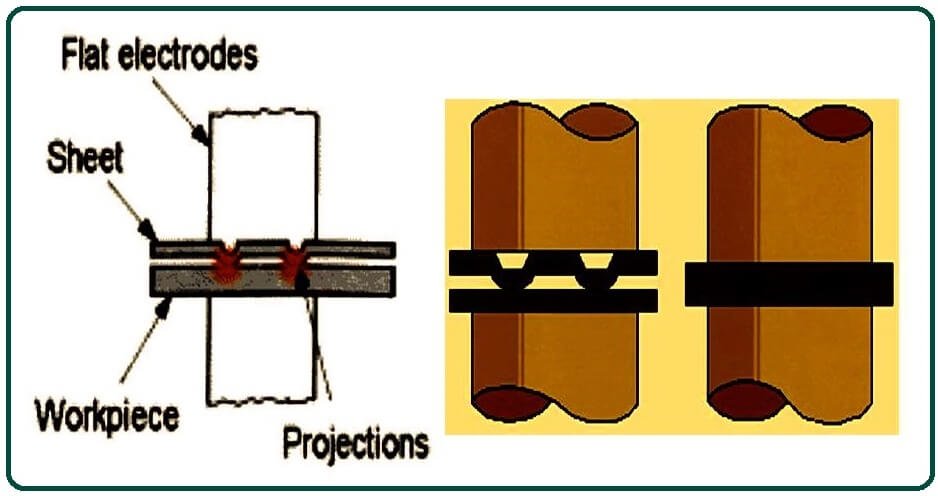
Projection resistance is a type of welding. It is named because different projections are formed on the workpieces for effective welding. In this welding process, the designs or shape of the part is used to make the discrete individual contacts to center the current during the welding process.
In most cases, many small projections are formed on the surface of the parts to be welded. These projections may be round dimples, elongated ridges, dome types, circular or elongated corners of weld nuts. Two wires held together at 90 degrees form a contact point contact. It will also be a projection weld.
When the mating part is brought together, these projections concentrate the flow & generate heat in these locations. When the projection is heated, they collapse, and the weld nuggets are formed at the site of the projections. After the cooling process, several weld pieces are formed that hold the two workpieces together.
Projection weldings are another variation of spot welding. This is similar to spot welding but requires much less current than spot welding. Unlike spot welding, electrodes are not used for heat concentration in projection welding; instead, projection is used on the workpiece for this purpose.
Other factors must be considered, such as alignment, projection consistency, welder follow up and nut welding thread protection while performing the projection welding process.
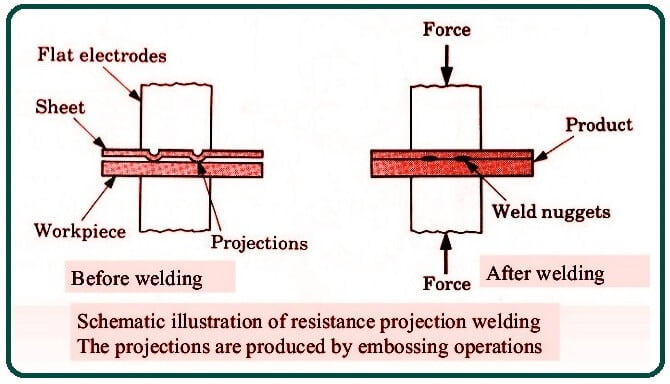
The projection shows welding. This process is a resistance weldings process in which two or more spot welds are made simultaneously by making raised parts or projections at predefined locations on the workpiece. These estimates serve to localize the heat of the weldings circuit.
Pieces to be welded are held in positions under pressure being maintained by the electrode. The approximate contact location for welding should be approximately equal to the thickness of the weld metal. The welding of the nut on the automotive chassis is an example of projection welding.
Like so many people, the resistance welding industry has seen unprecedented rates of change over the years. The development of new types of steels and other materials, innovations in product designs, new coatings, and new technologies aim to address the ever-increasing demands in safety, quality, and challenging component weight goals. Many of these changes have had substantial effects on the projection welding of fasteners.
Resistance, in general, relies on precise control of welding current, force, and timing so that a weld can be made using resistive heat. In some cases, it is a “hot forging” process. In spot welding applications, there are several methods to monitor, control, and react to common variations in process, material, and equipment conditions.
Generally, these strategies take advantage of the fact that spot welding is a slower and much less dynamic process than projection welding.
Although both processes are resistance welding, in projection welding, there is little time to deal with the changes because the rate of collapse of the projections is largely determined by the cycle time. Slowing down the process has an effect on the heat required for the weld. Additionally, once the projections collapse, further heating is detrimental to the weld. Ultimately, both of these issues are control factors in the time used in the setup of the weld schedule.
Projection welding is a very dynamic process. As the projections collapse, it produces an effect on both the force and the weld current profile. The total weld can be as short as 10 ms, and the collapsed part can be as short as 5–6 ms. At that time, the welding machine is expected to maintain a welding force of 0.5 – 1.0 mm – typical of the projection height.
Also, Read: Chip Thickness Ratio | Shear Angle of Chip Thickness Ratio
Working of Resistance Projection Welding:
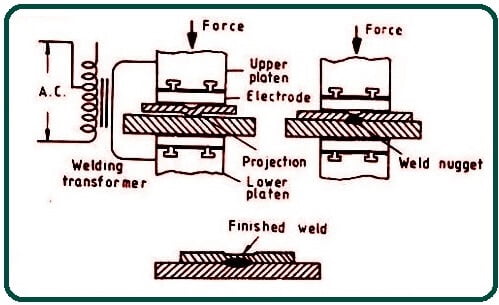
Copper electrodes are used in projection welding because copper is a very good conductor of heat and electricity. The two metal pieces to be connected are placed between the two electrodes, and the electrode is placed between the platin as shown in the figure above. A large pressure forces are to be applied to the electrode by two large, upper, and lower plateaus.
The current is then passed through the system. As the current passes, heat is generated due to internal resistance by the metal workpiece. This heat produced by resistance focuses projections on the workpiece because when two workpieces are placed together, the sheets touch only the points of the projections. Typically, two or three projections are welded at the same time.
When welding a workpiece of uneven thickness, projection is made into a thicker workpiece, and welding projection for uneven materials is made into one with higher thermal conductivity.
When the workpiece is pressurized by the platens, these projections collapse and fuse and become weld pieces at the site of the projections, therefore a quality weld is formed, and two metal workpieces are successfully welded.
Also, Read: Rivets and Types of Riveted Joints | Advantages of Riveted Joints | Disadvantages of Riveted Joints
Advantages of Resistance Projection Welding:
Here, the different Advantages of resistance projection welding are as follows
- These projection weldings require a very small supply of current; as less current passes through the electrodes, the life of electrodes increases. This process also requires less pressure for welding.
- Unlike spot welding, there are no limitations on the thickness of the metals to be welded.
- Unlike spot weldings, more than one spot can be made in a single operation.
- This process is suitable for automation.
- Filler metal is not used in this process. Hence, a clean weld joint is obtained in this process.
- This process is also effective in welding joint that is in complicated locations.
- This process gives good heat balances while welding.
Disadvantages of Resistance Projection Welding:
Here, the different Disadvantages of resistance projection welding are as follows
- Projection formation in projection weldings is a complicated process, and it takes time. Only skilled persons can form projections of different required shapes like spherical projections.
- This process does not apply to all types of workpieces; the composition of the workpiece has to be considered.
- While choosing this weldings process.
- It can not be applied to some types of brasses & coppers.
- Projections cannot be made in thin workpieces.
- Equipment is costlier.
Applications of Resistance Projection Welding:
Projection welding is mostly used for mass production. It has many applications such as:
- The automobile industry uses projection welding to a very large extent.
- This welding process is also used for the fan covers and hollow metal doors.
- It is also used for producing the compressor parts and for the semi-conductors.
- Have you heard about diamond segment welding? In diamond segment welding, projection welding finds its applications.
Frequently Asked Questions (FAQ)
What Is Resistance Welding?
Resistance welding is the joining of metals by applying pressure and passing current for a length of time through the metal area which is to be joined.
Projection Weld
Projection welding is actually a modification of spot welding, the pioneer resistance welding process. Projection welding is generally used for projects with thicker materials (around 0.035” and thicker). While it can be also used to join thinner metal pieces together, that tends to be a job left for spot welding.
Projection Welding
Projection welding is a resistance weld where the design or shape of the part is used to make discreet individual point contacts to concentrate the current during the welding process. In most applications, multiple small projections are formed on one surface of the parts to be welded.
Nut Projection Welding
Nut welding is used to describe the projection welding process used to attach threaded nuts to a metal substrate. This is a projection weld because the nuts either have a partial or full ring projection or multiple corner edges are formed into projections.
Projection Welder
A “Projection Welder” is so named because many metal stampings will use weld “projections” on the part to enable multiple welds at once or to ensure a quality weld.
Projection Welding Nuts
Projection welding of a weld nut or weld bolt involves three phases. In the first phase, the projection is in contact with the mating sheet. Then the current starts to heat the projection to welding temperature. The electrode force then causes the heated projection to collapse rapidly, and fusion takes place.
Resistance Welder
Resistance welding is the joining of metals by applying pressure and passing current for a length of time through the metal area which is to be joined. The key advantage of resistance welding is that no other materials are needed to create the bond, which makes this process extremely cost-effective.
Like this post? Share it with your friends!
Suggested Read –
- Fasteners Material
- What Is a Comparator | Types of Comparators
- Lancashire Boiler | Lancashire Boiler Diagram | Steam Boiler Working Principle | Steam Boiler Parts And Function
- What Is Forming | Types of Forming | Forming Process in Manufacturing | Metal Forming Processes | Forming Operations
- What Is Boiler? | Types of Boiler | Steam Boiler | How Boiler Work | Boiler Operation | Boilers Diagram | How Does a Steam Boiler Work
- What Is Sigma Comparator | Construction of Sigma Comparator | Applications of Sigma Comparator | Advantages of Sigma Comparator | Disadvantages of Sigma Comparator