
What Is Gas Welding?
Gas welding is a process in which two or more parts of the metal are mixed or united using heat transmitted by the heat produced by the reaction of oxygen and fuel gas. Gas welding is also called oxy-fuel welding.
This is called oxy-fuel welding because oxygen is used along with the burning fuel in this process. In this process, heat receives combustion of fuel gases. When a fuel gas such as acetylene (C2H2) is mixed with oxygen and ignites to produce temperatures in the range of 3100 ° Caucus.
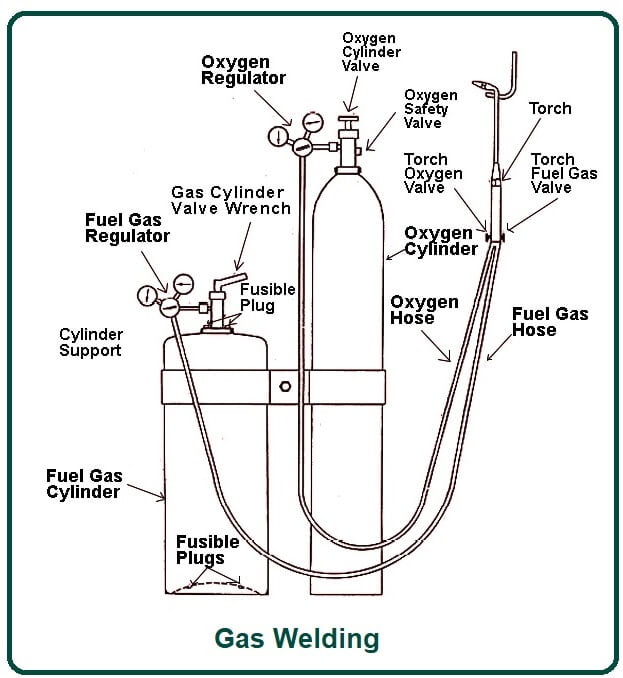
In gas weldings, there are two cylinders: –
- One is of fuel gas & is of maroon color.
- The second one is oxygen gas & is black in color.
Both cylinders have pressure regulators. These two cylinders are connected to the welding torch via a gas pipe.
The most commonly used method of gas weldings is oxyacetylene welding because the flame temperature is very high in this welding. After completion of the welding process, flux is used to deoxidize and purify the weld metal. This flux solidifies & forms a slag skin on the welded metal.
Techniques of Gas Welding:
There are mainly four types of gas welding:
#1. Leftward or Forward Welding Technique
In this welding technique, welding is initiated from the right side and proceeded to the left. When this technique is used, the welding torch is held in the right hand and the filler rod in the left hand.
The tips of the torch make an angle of 60 to 70 degrees, and the filler rods form an angle of 30–40 ° from the metal plates that are to be welded. This welding technique is used for spotless steel plates up to 3 mm and bevel plates up to 6 mm.
#2. Rightward or Backward Welding Technique
In the welding technique on the right, welding is initiated from the left side and progresses to the right side. When these techniques are used, the welder holds the welding torch in the right hand and the filler rod in the left hand.
The flame of the torch forms an angle of 40–50 degrees, and the filler rods form an angle of 30–40 degrees with a metal plate that is to be welded. These welding techniques are used for welding steel plates whose thickness is 6 mm. This technique produces much stronger, denser, and tighter welds.
#3. Vertical Welding Technique
In the vertical welding technique, welding is initiated from the bottom and moves upwards. Metal plates to be welded are placed verticals in this technique. Welding torches and filler rods are given oscillating movement when using this welding technique.
The flame of the flashlight makes an angle of 25–90 degrees, and the filler rods form an angle of 30 degrees with the vertical plate. For welding plates, more than 5 mm thick, this technique requires two welders.
#4. Linde Welding Technique
Lind welding is used for butt welding of steel pipes. In this technique, more acetylene flame is used. The two pipes to be welded are split at 70 degrees and welded together with an interval of nearly 2.5 mm.
During this weldings process, the pipes are rotated continuously so that the seam is only in the horizontal position. In this technique, true welding is used for welding the pipes.
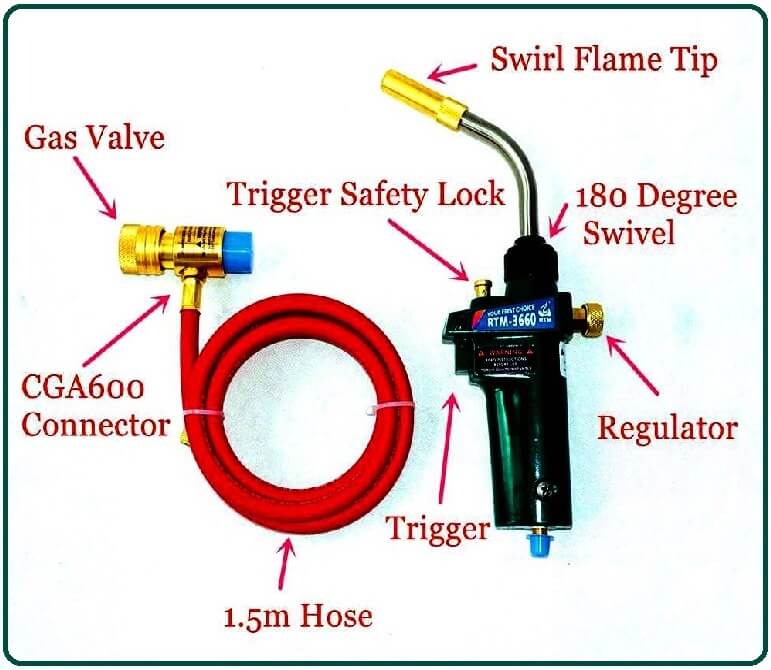
Parts of Welding Torch:
The following parts of the welding machine:-
#1. Cylinders
Two types of gas are kept under pressure in two different steel cylinders. This cylinder should always be used safely in an uprights position. When the cylinder is not used, the cylinder must be covered with a valve cap.
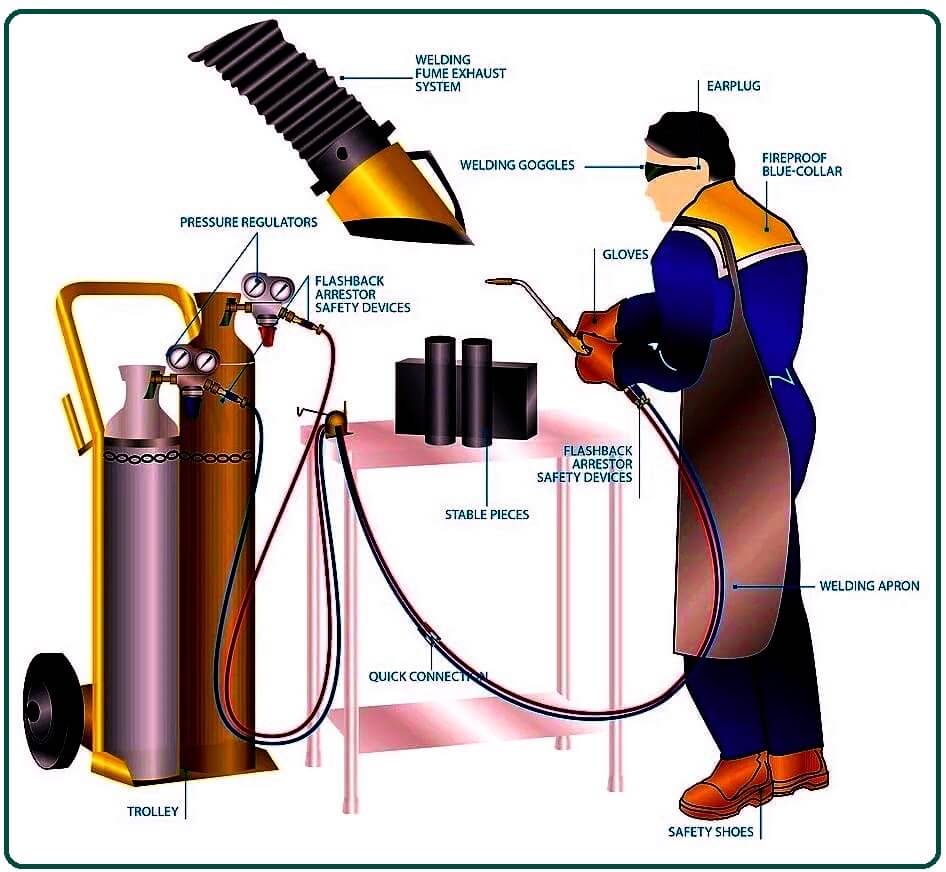
#2. Pressure Regulators
For welding, oxygen and acetylene are required at low pressures, but in cylinders, they are filled at high pressures. Therefore a pressure regulator is required to control the pressure of oxygen and acetylene before reaching the mixing chamber.
#3. Torches
The torch has a handle oxygen and fuel gas valve and mixing chamber. Inside the handle, there are tubes throughs which oxygen and fuel gas flow.
#4. Mixing Chamber
Oxygen & fuel gas are mixed in this chamber. In this mixings chamber, the ratio of oxygen & fuel gas is mixed according to the required type of flame. There are three types of flame neutralizing, oxidizing, or carburizing used in welding.
#5. Control Valves
Two control valves are available in this torch. One is for oxygen, and the other is for fuel gas. This control valve is used to control the mixing chamber of oxygen or fuel gas.
#6. Gas Hoses
Gas hoses are used to transfer oxygen & fuel gas from the cylinder to the welding torch. These hoses are color-coded for easy identification. This color-coding varies from one country to another.
For example: – In the United States, the oxygen hose is green, and the duel hose is red, and in Britain, the oxygen hose is blue, and the fuel gas hose is red.
#7. Nozzle
A mixture of oxygen and acetylene is produced from this nozzle. The mixture of these gases escapes from the nozzle under pressure and is then ignited by the striker.
#8. Googles & Gloves
In gas welding, goggles & gloves are used to protect the operator who performs the welding. They are used to protect the hands and eyes of the welding operator from radiation and heat from heat.
Working of Gas Welding:
First, all gas welding equipment is fitted properly & carefully. After that, the regulated pressure of gas and oxygen is supplied to the torch, where they are properly mixed.
A mixture of fuel gas and oxygen is ignited by the striker. The flame of the torch is then controlled by the various valves present in the welding torch.
Depending on the type of flame required, the valves operate accordingly. If a neutral flame is required, both valves are opened equally. If an oxidizing flame is required, the oxygen valve is opened more, and if a carbonating flame is required, the fuel gas valve is opened more.
The flame is set as neutral, oxidized, and carburizing depending on the metal, its thickness, & some other welding conditions. After that, the flame of the weldings torch is transferred along the line between the two metal plates.
With metal plates, a filler rod is also used to create a pool of molten material that will fill the gap between the interfaces of the two metal plates.
The filler rods move with the flame. The filler rods are placed at an angle of 30 ° to 40 ° according to the welding technique used.
After moving the flame and filler rods along the line of the two metal plate interfaces, the interface portions of the metal plates and the two metal plates join together due to the melting and freezing of the filler rod.
Types of Gas Welding:
Types of gas welding are:-
#1. Oxy-Acetylene Welding
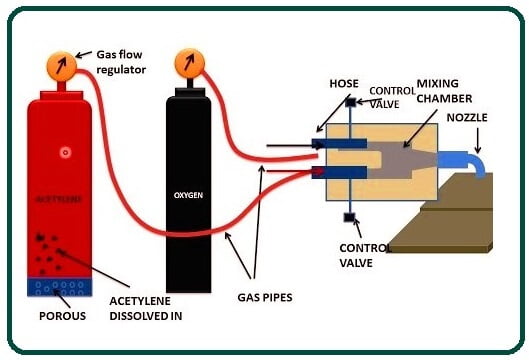
Oxy-acetylene welding, a mixture of acetylene gas and oxygen gas, is used to feed the welding torch. These acetylene and oxygen gas mixtures provide the highest flame temperature of all oxygen fuel gas mixtures.
#2. Oxy Gasoline Welding

When oxy-gasoline welding is more effective than oxy-acetylene when torch cutting of steel plates is done, gasoline can be applied to a hand pump with a pressure cylinder.
#3. MAPP Gas Welding
MAPP, a complete form of methyl acetylene propadiene petroleum, is a gas mixture that is more inert than other gas mixtures.
Since MAPP is more inert than other mixtures, it is more secure than other mixtures. Since MAPP can also be used as high pressure, it can be used for high volume cutting operations.
#4. Butane / Propane Welding
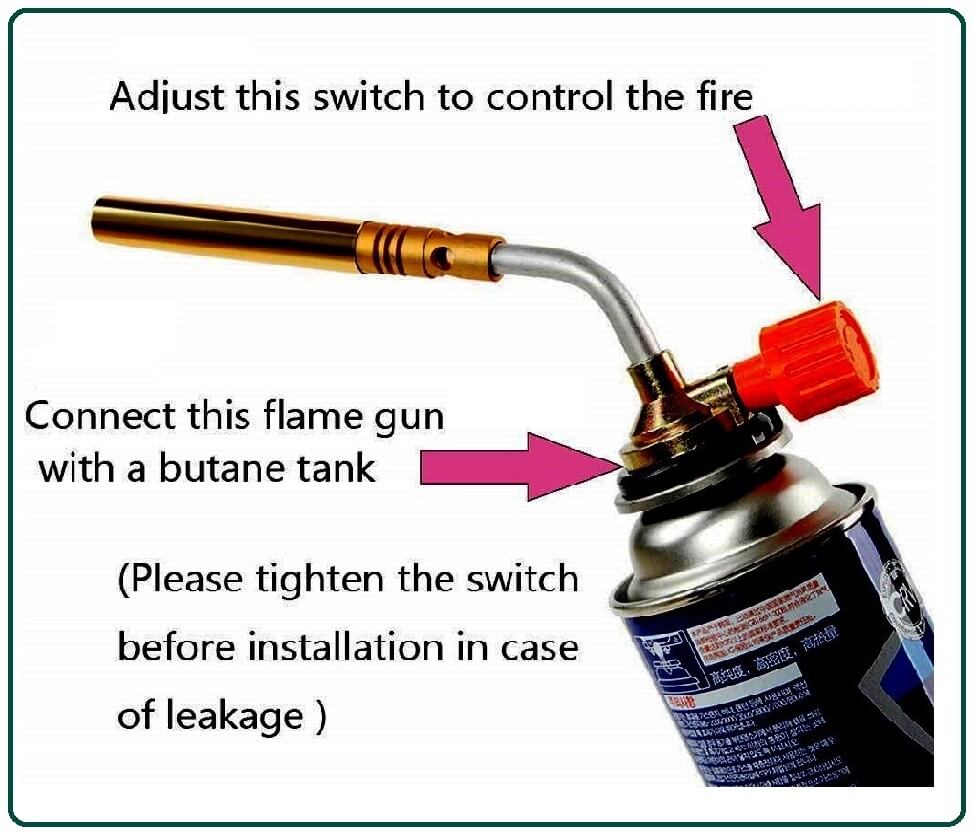
The temperature of the butane and propane flame is lower than that of acetylene. These two gases are also fewer expensive and easier to transport.
This type of welding is used more for bending, soldering, and heating. Propane weldings require a different type of torch tip than the injector tip because propane is a heavy gas.
#5. Hydrogen Welding
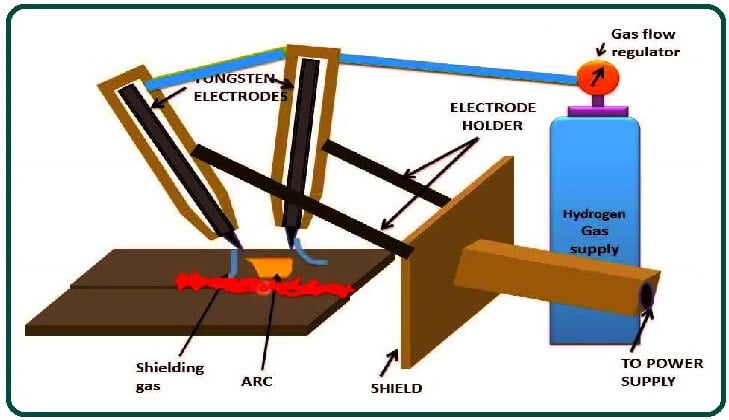
Hydrogen can also be used at higher pressures than other types of welding discussed above. Since hydrogen can be used under high pressure, it is used in underwater welding.
Some hydrogen welding equipment works by electrolysis by spitting water used in the welding process into hydrogen and oxygen. It is also used in jewelry making process.
Types of Flames in Gas Welding:
The types of flames in gas welding are:-
#1. Natural Flame or Neutral Flame
Most welding processes are performed using this flame. This is called a natural flame because when we are welding with this flame, there is no chemical reaction. Also, this flame produces very little smoke.
A neutral flame contains oxygen and gas fuel equal to the volume. In this flame, there are two cones. The color of the inner cone is white, and the color of the outer cone is red. It is used to weld milds steel, stainless steel, cast iron, copper, aluminium, etc.
#2. Carburizing Flame
This flame is called carburizing because metal carbide is formed when this flame is used in welding. If a metal that absorbs carbon is welding using this flame, the properties of the metal will be altered.
These flames are more smoky & quiet. Inflame, more fuel gas is used than oxygen. The ratio of oxygens to fuel gas in this flame is 3: 2. The Cambridge Flame has three cones or regions, the inner cone is white, the intermediate cone is red, and the outer cone is blue.
Carburizing flames are used in medium carbon steel, nickel, etc. This flame is used in metals that do not absorb carbon or in a situation where absorption of carbon is required.
#3. Oxidizing Flame
In this oxidized flame, the content of oxygen is greater than the contents of fuel gases by volume. It has two zones, two cones; the firsts one is called the inner cone and is white in color. The inner area is very bright. The other is called the outer cone and is blue in color.
The size of the internal cone in an oxidizing flame is much smaller than its size in a natural or neutrals flame. It has more heat than neutral flames.
If more heats are required to weld, then we use an oxidizing flame in which the internal cone temperature is too high. Oxidizing flames are used to weld copper alloys such as brass, bronze, etc. The oxidizing flames should not be used to weld metals such as zinc, copper, manganese steel, cast iron, etc.
Advantages of Gas Welding:
Here, the different Advantages of gas welding are as follows
- It is easily portable.
- It is very less expensive & very affordable.
- It can be easily maintained and repaired.
- It is a straightforward piece of equipment.
- It is self-sufficient & does not rely on other equipment.
Disadvantages of Gas Welding:
Here, the different Disadvantages of gas welding are as follows
- The metal joining rate is prolonged, so the welding speed is low.
- A skilled operator is required to operate these machines.
- The power density is low.
- The heat-affected zones are large.
- Gas welding is not recommended for weldings reactive & refractory metals like titanium and zirconium.
Applications of Gas Welding:
Here, the different Applications of gas welding are as follows
- It is joining thin materials.
- Used for joining ferrous and nonferrous materials.
- Gas welding is used in sheet metals fabrication.
- It is used in aircraft industries.
FAQ on Gas Welding
What Is Gas Welding?
Gas welding is a process used to join metals by melting them with the heat produced from the combustion of fuel gas and oxygen. The most common type is oxy-fuel welding, where oxygen and a fuel gas like acetylene are combined to produce high temperatures for welding.
What Types of Gases Are Used in Gas Welding?
The main gases used in gas welding are:
- Acetylene: Commonly used in oxy-acetylene welding for its high flame temperature.
- Oxygen: Required to support combustion and achieve the necessary welding temperatures.
- MAPP Gas: Used for high-temperature applications.
- Propane/Butane: Typically used for heating, bending, and soldering.
- Hydrogen: Used in specialized applications like underwater welding.
What Are the Different Techniques Used in Gas Welding?
The main gas welding techniques include:
- Leftward or Forward Welding: Initiated from the right side, progressing to the left.
- Rightward or Backward Welding: Initiated from the left side, progressing to the right.
- Vertical Welding: Welding is performed vertically from bottom to top.
- Linde Welding: Used for butt welding of steel pipes.
What Are the Main Parts of a Gas Welding Torch?
A gas welding torch consists of:
- Cylinders: For storing fuel gas and oxygen.
- Pressure Regulators: To control the pressure of gases.
- Torches: Handle with valves and mixing chamber.
- Mixing Chamber: Where gases are mixed according to the required flame type.
- Control Valves: To regulate the flow of gases.
- Gas Hoses: To transfer gases from cylinders to the torch.
- Nozzle: Where the gas mixture is ignited and directed.
- Goggles & Gloves: For operator protection.
What Are the Types of Flames in Gas Welding?
The types of flames include:
- Neutral Flame: Equal volumes of oxygen and fuel gas, used for general welding.
- Carburizing Flame: Excess fuel gas, used for metals that absorb carbon.
- Oxidizing Flame: Excess oxygen, used for metals requiring higher temperatures.
What Are the Advantages of Gas Welding?
Advantages include:
- Portability and ease of use.
- Low cost and affordability.
- Simple maintenance and operation.
- Self-sufficient without reliance on additional equipment.
What Are the Disadvantages of Gas Welding?
Disadvantages include:
- Slow welding speed.
- Requires skilled operation.
- Low power density.
- Large heat-affected zones.
- Not suitable for reactive and refractory metals like titanium and zirconium.
What Are the Common Applications of Gas Welding?
Gas welding is commonly used for:
- Joining thin materials.
- Fabricating sheet metals.
- Welding ferrous and nonferrous materials.
- Applications in the aircraft industry.
How Do I Set Up Gas Welding Equipment Properly?
Ensure all equipment is fitted correctly, with the pressure regulators adjusted to the appropriate levels for the gases. Ignite the gas mixture with a striker and control the flame using the torch valves according to the required welding technique and flame type.
What Safety Precautions Should I Take During Gas Welding?
Always use proper personal protective equipment (PPE) such as goggles and gloves. Ensure good ventilation to avoid inhaling fumes. Keep gas cylinders upright and secure, and be mindful of the high temperatures involved to prevent burns and fires.