Important Point
EBM Machining:
Electron beam machining is a thermal process that is used to remove metals during the machining process. In electric beam machining, electrical energy is used to generate electrons with high energy.
In the electron beam machinings process, a high velocity focused beam of electrons is used to remove the metal from the workpiece. These electrons are travellings at half the velocity of light, i.e., 1.6 x 10∧8 m / s. This process is best suited for the micro-cuttings of materials.
In this article, we will look at the theory of electron beam machining, fabrication, work, diagrams, process parameters, advantages, disadvantages of the EBM process. The EBM process has several important applications that were later explained.
How Does Electron Beam Machining Process Work?
Electron beam machinings are a process in which high-velocity electrons are focused into a narrow beam and then directed toward the workpiece for machining. When this high-velocity electron strikes the workpiece, it melts and vaporizes the material from the workpiece.
Principle of Electron Beam Machining:
When the high-velocity beams of electrons strike the workpieces, their kinetic energy is converted into heat. This concentric heat increases the temperature of the workpiece material and evaporates a small amount of it, resulting in the removal of materials from the workpiece.
Also, Read: What Is Pirani Gauge? | Working of Pirani Gauge | Construction of Pirani Gauge | Principle of Pirani Gauge
Main Parts Electron Beam Machining Equipment:
The various parts of equipment used in the EBM machine are:-
- Cathode.
- Annular Bias Grid.
- Anode.
- Magnetic Lenses.
- Electromagnetic Lens.
- Deflector Coils.
#1. Cathode-
The cathode is negatively charged and is used to produce electrons.
#2. Annular Bias Grid-
It is present next to the cathode. An annular bias grid is a spherical-shaped bias grid and prevents the bend of electrons produced by the cathode. It acts as a switch and operates the electron gun in pulse mode.
#3. Anode-
It is placed after the annulus bias grid. It is positively charged. An annular anode attracts the electron beam towards it, and gradually, the velocity of the electron increases. As the electron beam leaves the anode segment, its velocity becomes half of the velocity of light.
#4. Magnetic Lenses-
Magnetic lenses reduce the deviation of electron beams and give them shape. It only allows convergent electrons to pass and occupy electrons with low energy deviations. This improves the quality of the beam.
#5. Electromagnetic Lens-
This helps to focus the electron beam to the desired location.
#6. Deflector Coils-
The deflector coil carefully guides the high-velocity electron beam to the desired location on the workpiece and improves the pore size.
Also, Read: Domestic Electrolux Refrigerator | Different Components of Domestic Electrolux Refrigerator
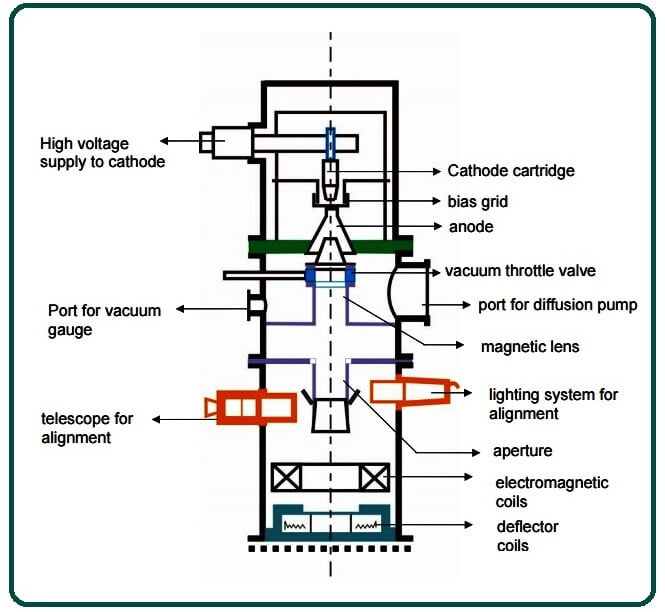
Construction of Electron Beam Machining:
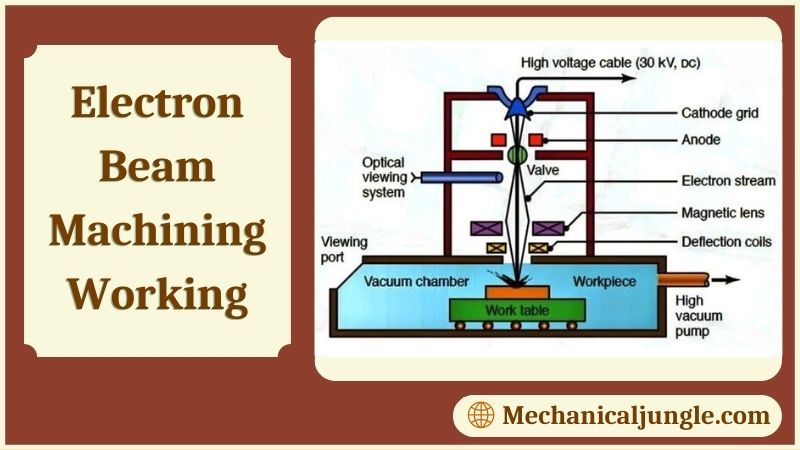
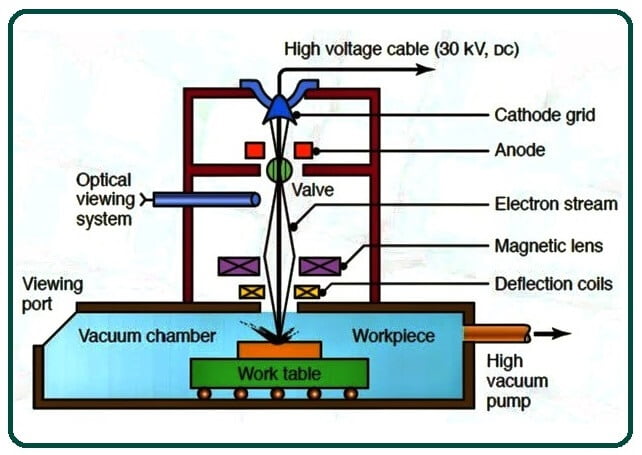
The schematic arrangement of electron beam machinings (EBM) is shown in fig. It includes an electron gun, diaphragm, focusing lens, deflector coil, work table, etc.
To avoid the collision of accelerated electrons with air molecules, a vacuum is required. So, the whole EBM setup is a vacuum is enclosed in the chamber, which carries a vacuum of the order of 10-5 to IO-6 mm of mercury. This chamber forms a door through which the workpiece is placed on the table. The door is then locked.
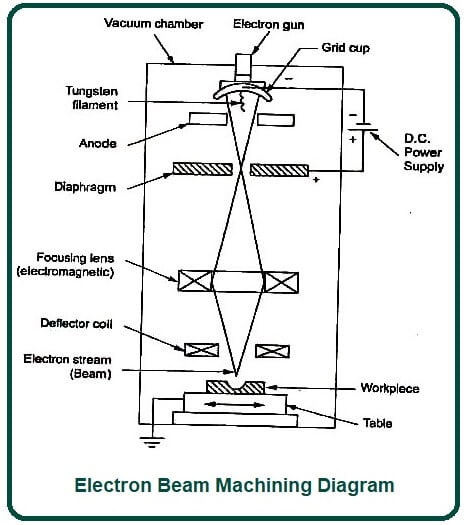
Electron Beam Machining Diagram:
Working of Electron Beam Machining:
When the electron voltage is given a high voltage dc source, the tungsten filament wire heats up, and the temperature rises to 2500 ° c. Due to these high temperatures, electrons are emitted from the tungsten filament. These electrons are guided by a grid cup to travel downward and are attracted by the anode.
Electrons passings through the anode are accelerated to achieve a velocity as high as half the velocity of lights (i.e., 1.6 x 10 ^ 8 m / s) by applying 50 to 200 kV at the anode. The high velocities of these electrons are maintained until they strike the workpiece. This becomes possible because electrons travel through a vacuum.
This high-velocity electron beam, after leaving the anode, passes through the tungsten diaphragms and then through the electromagnetics focusing lens. Focusing lenses are used to focus the electrons beam to the desired location of the workpiece.
When the electron beam affects the surface of the workpiece, the kinetic energy of high-velocity electrons is immediately converted to heat energy. It melts high-intensity heat and vaporizes the work material in place of the beam effect. Since power density is very high (about 6500 billion w / mm ^ 2), it takes a few microseconds to melt and evaporate the material for impact.
This process is done in repeated pulses of short duration. Pulse frequency can be from 1 to 16,000 Hz, and the duration can be from 4 to 65,000 microseconds. By alternately focusing and closing the electron beam, the cutting process can be continued as long as it is needed.
A suitable viewing device is always included with the machine. Therefore, it becomes easier for the operator to observe the progress of the machining operation.
Electron Beam Machining Outside the Vacuum Chamber:
Since complete vacuum systems are more expensive, recent developments have made it possible to machine outside the vacuum chamber. In this arrangement, the necessary vacuum within the electron gun is maintained, and the gases are removed as soon as they enter the system.
Characteristics of Electron Beam Machining Processes:
- The electron beam machine operates in pulse mode, and this biasing is achieved by an annular biased grid.
- Beam currents can be as low as 200 μamp to 1 amp.
- The pulse duration obtained in the EBM machine is 50 μs to 15 ms.
- The energy near the pulse is 100 j / pulse.
- It uses voltages in the range of 150 kV to 200 kV. And this voltage is used to speed up electrons to about 200,000 km/s.
Advantages of Electron Beam Machining:
Electron beam machining has the following advantages:
- It is an excellent process for micros is finishing (mg / s).
- Very small holes can be prepared for high accuracy in any type of material.
- Holes of different sizes & shapes can be mechanized.
- There is no mechanical contact between the equipment and the workpiece.
- It is a fast process. Hardened materials can also be made at a faster rate than conventional machining.
- The electrical conductor material can be mechanized.
- Physical & metallurgical damage to the workpiece is very minimal.
- This process can be easily automated.
- Extremely close tolerance is attained.
- Brittle and delicate materials can be machined.
Disadvantages of Electron Beam Machining:
Electron beam machining has the following Disadvantages:
- The metal removal rate is very slow.
- The cost of equipment is very high.
- It is not suitable for large workpieces.
- High-skilled operators are required to operate this machine.
- High specific energy consumption.
- A slight taper formed on the holes.
- The Vacuum requirements limit the size of the workpiece.
- It is applicable only for thin materials.
- At the location where the electron beam collides with the material, a small amount of recycling and metal spatter can occur on the surface. It should be removed later by abrasive cleaning.
- It is not suitable for the production of fully cylindrical deep holes.
Application of Electron Beam Machining:
Electron beam machining has the following Application:
- Electron Beam Machining is mainly used for micro-machining operations on thin materials. These operations include drilling, punching, slotting, scribing, etc.
- Drilling of holes in pressure differential devices used in nuclear reactors, aircraft engines, etc.
- It is used to remove small broken taps from holes.
- The micro-drilling operation for thin drilling (up to 0.002 mm), wire drawing dies, parts of the electron microscope, injector nozzle for diesel engine, etc.
- A microcracking technique is known as “electron beam lithography” is being used in the manufacture of field emission cathodes, integrated circuits, and computer memories.
- It is particularly useful for machining materials of low thermal conductivity and high melting point.
Frequently Asked Questions (FAQ)
EBM Machine
Our Arcam EBM machines create dimensionally accurate parts quickly and efficiently by utilizing a high-power electron beam for high melting capacity and productivity.
Electron Beam Machining
The advantages of Electron-Beam-Machining: EBM provides very high drilling rates when small holes with high aspect ratios are drilled. The electron beams in EBM-Machining equipment are generated in an electron beam gun.
The applications of Electron-Beam Machining are similar to those of Laser-Beam Machining, except that EBM requires a good vacuum. Thus these two processes are classified as electro-optical-thermal processes.
Application of Electron Beam Machining
Drill fine gas orifices, less than 0.002 mm, in space nuclear reactors, turbine blades for supersonic aero-engines. To produce wire drawing dies, light-ray orifices and spinnerets to produce synthetic fibres. Produce metering holes in injector nozzles in diesel engines, etc.
Like this post? Share it with your friends!
Suggested Read –
- Nuclear Power Plant Components
- Difference Between Orthogonal and Oblique Cutting | Orthogonal Machining
- What Is Magneto Ignition System | How Does an Ignition System Work | How Does a Magneto Work | What Does a Magneto Do | Magneto Ignition System
- What Is a Synchromesh Gearbox? | Principle of Synchromesh Gearbox | Construction of Synchromesh Gearbox | Working of Synchromesh Gearbox
- Working of Constant Mesh Gearbox | What Is a Constant Mesh Gearbox? | Different Gear Ratios in Constant Mesh Gearbox | Construction of Constant Mesh Gearbox
- What Is Cupola Furnace? | Cupola Furnace Design । Cupola Construction | Purpose of Cupola | Working Principle of Cupola Furnace: | Advantages of Cupola Furnace | Disadvantages of Cupola Furnace | Applications of Cupola Furnace