What Is Ultrasonic Machining?
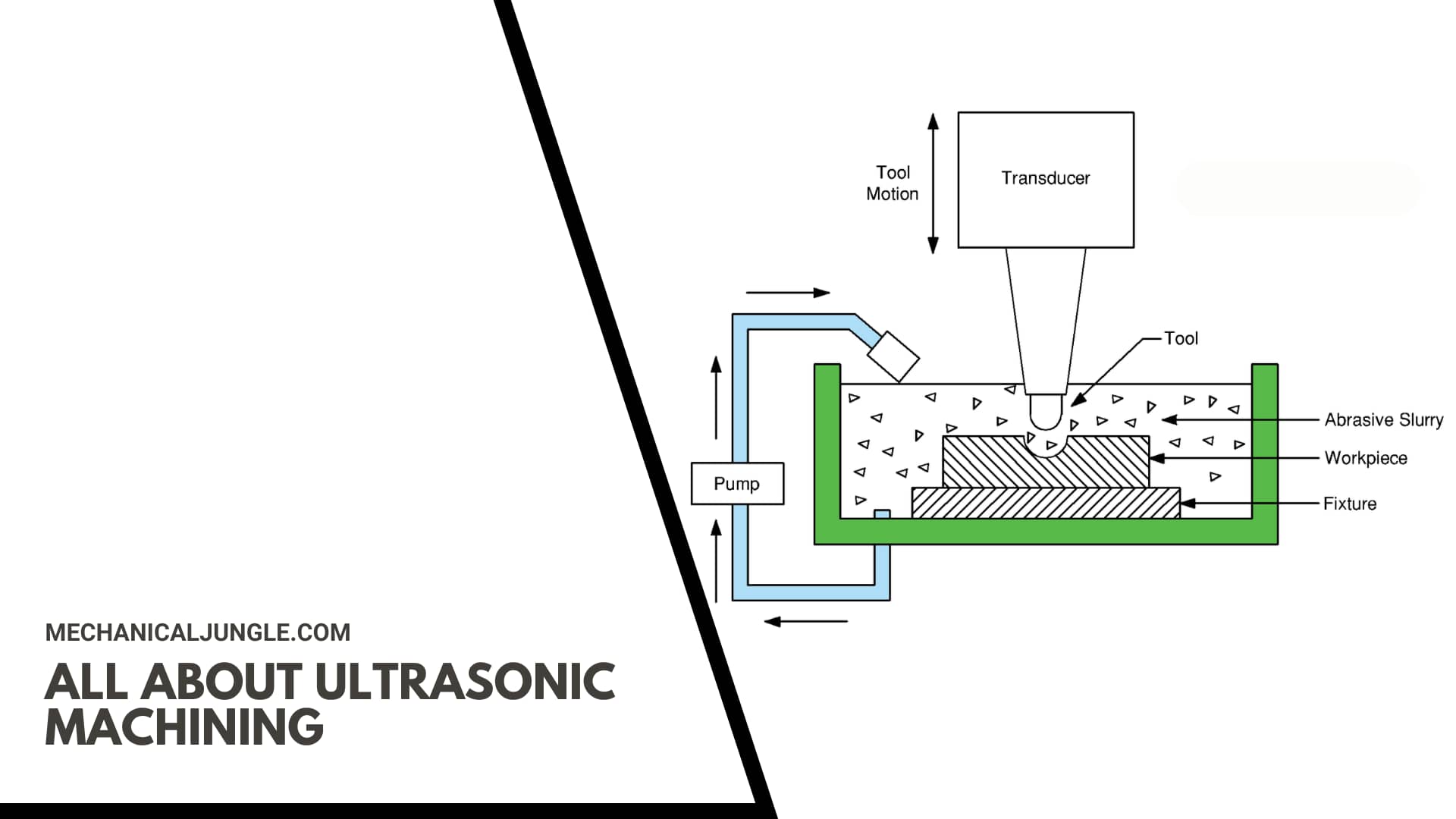
Ultrasonic machining is a process of fabrication that removes material from the surface through a high frequency, low amplitude vibration of an instrument against the material surface, the presence of fine abrasive particles.
The ultrasonic machining process is a non-traditional machining process that is used for both conducting and non-conducting materials for machining. This machinings process can be used to machine materials that cannot be machined by a conventional machining process.
Ultrasonic machinings are mainly used in brittle materials. As the name suggests, the machining process uses ultrasonic vibrations in the range of 20 to 30 kHz.
Ultrasonic waves are defined as inaudible sounds with high frequency for humans. The frequency of the ultrasonic wave is generally greater than 20 kHz.
These high-frequency vibrations combined with slurry are used in the ultrasonic machining process. In this machining process, an abrasive solution is used.
There are four types of abrasive solutions: –
- Aluminum Oxide.
- Silicon Carbide
- Boron Carbide
- Diamond Dust
These four types of solutions are used in ultrasonic machining based on the material to be mechanized. Aluminum oxide is very light in nature & loses its intensity very quickly.
Diamond dust is the hardest of these four slurries and is used for machining very brittle materials. Silicon carbide and boron carbide have a hardness between diamond dust & aluminum oxides.
Two slurries can be used individually, or mixtures of these two can be used as slurry. Ultrasonic machining works on the basis of machining magnetostrictive action.
In magnetostrictive action, when we send a frequency to the transducer, the transducer will change these frequencies to vibration. These transducers are a kind of electromagnets; when we provide it with an electric signal, it converts it into mechanical vibration.
It will operate at more than 20,000 oscillations per second. It is a silent process because the human ear cannot hear this high frequency, and hence it is called ultrasonic frequency.
Therefore, the machining process is called ultrasonic machining. The equipment used in this process will be of soft metal so that we can easily give any shape to the tool.
The cavity produced in machining will be proportional to the size of the tool. Therefore the tool is selected from soft metal so that it can be molded into any shape.
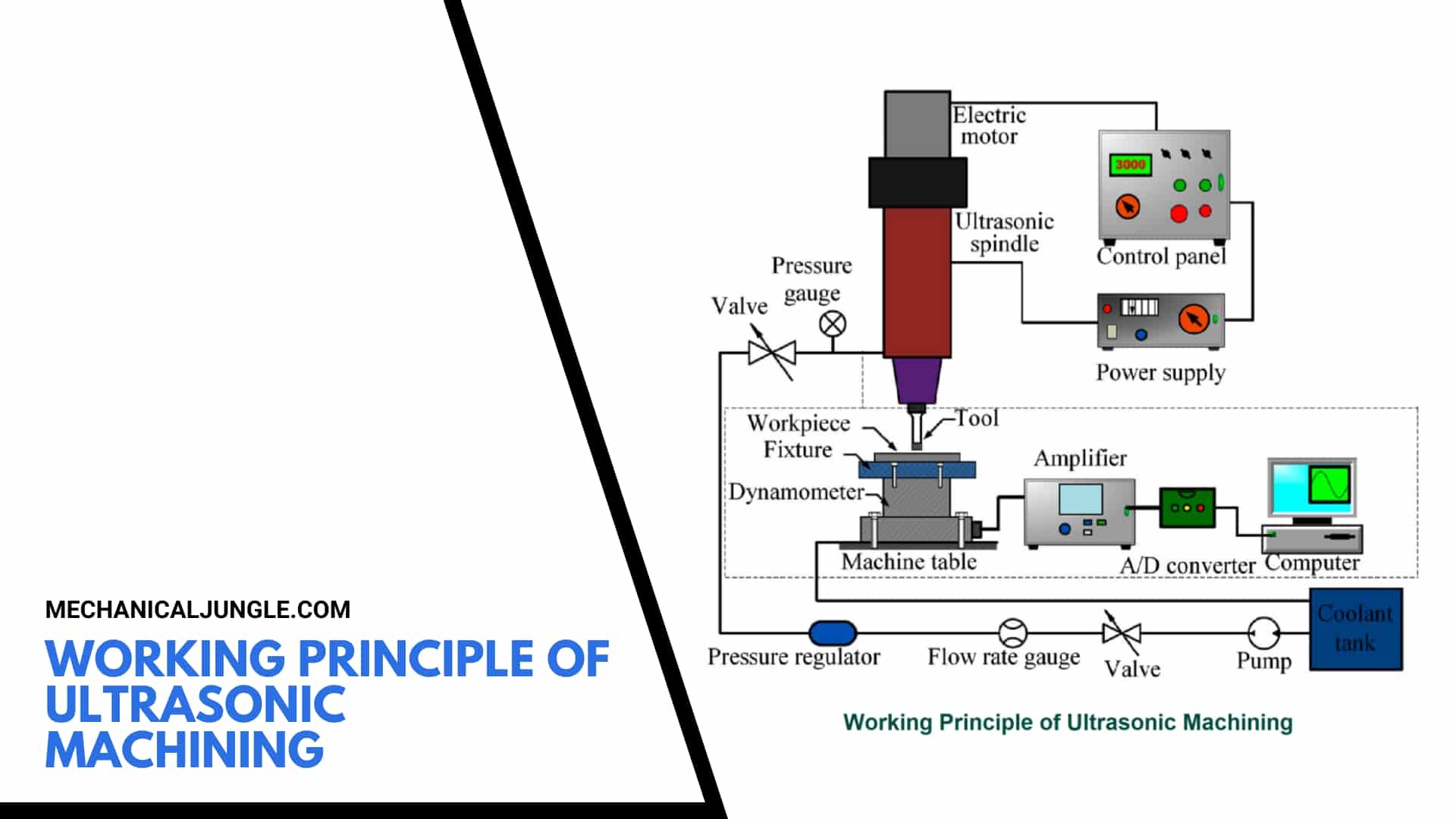
Working Principle of Ultrasonic Machining:
Functioning of ultrasonic machining The difference between the tool and the workpiece is 0.25 mm. The device is made of ductile material.
Between the tool and the workpiece, there is a solution of abrasive. This material will flow away from the machining area, making the flow of the slurry tool slightly thinner to create a perpendicular hole.
The abrasive is embedded in the tool, and during the downward travel of the tool, removing the abrasive material hammers the workpiece—the rate decreases due to the difficulty in flushing when the viscosity of the carrier fluid material increases.
The increasing frequency will increase MRR as the number of effects per unit time will increase. By increasing the amplitude, the MRR will increase as the speed of the abrasive increases.
The amplitude of the vibration varies from 5 to 75 μm, and the frequency can vary from 19 to 25 kHz. By increasing the concentration of the abrasive, the effect will be in more places which increases the MRR.
As the size of the abrasive increases, an effect will be seen over a larger area. But when the sizes increase beyond certain values, the speed of the abrasive will decrease.
But when the concentration increases beyond a certain value, the MRR decreases due to a collision between the abrasive momentum.
Electric currents at high frequency (in the ultrasonics range, i.e., 18 kHz to 40 kHz) are used to generate mechanical vibrations of low amplitude and high frequency.
The mechanical vibrations generated are used for surface machining of a part in the presence of abrasives grain particles in the form of slurry.
The slurry flows across the equipment and workpiece when the tool presses against the W / P, the slurry containing the abrasive particle chips from the material from the surface.
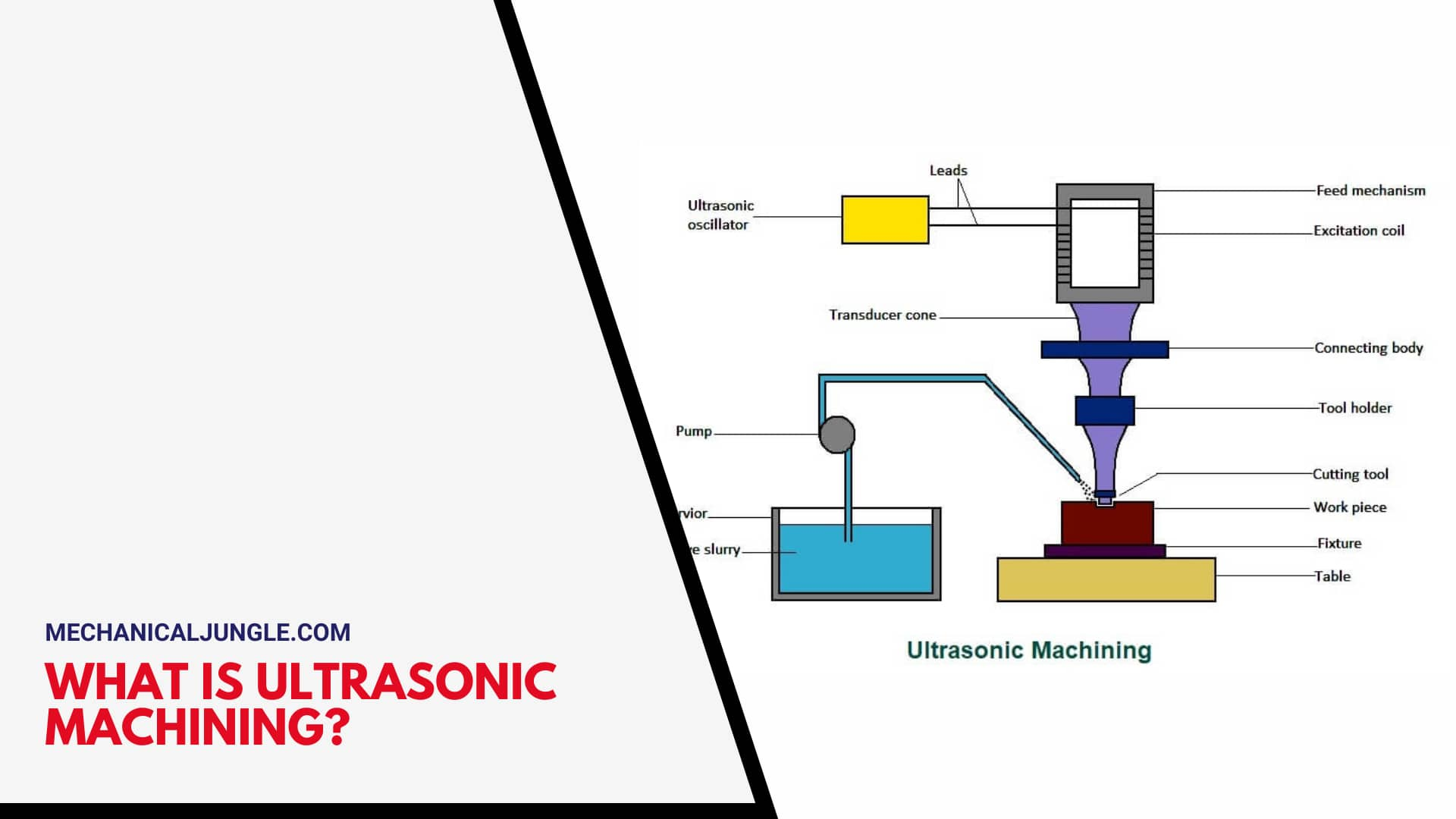
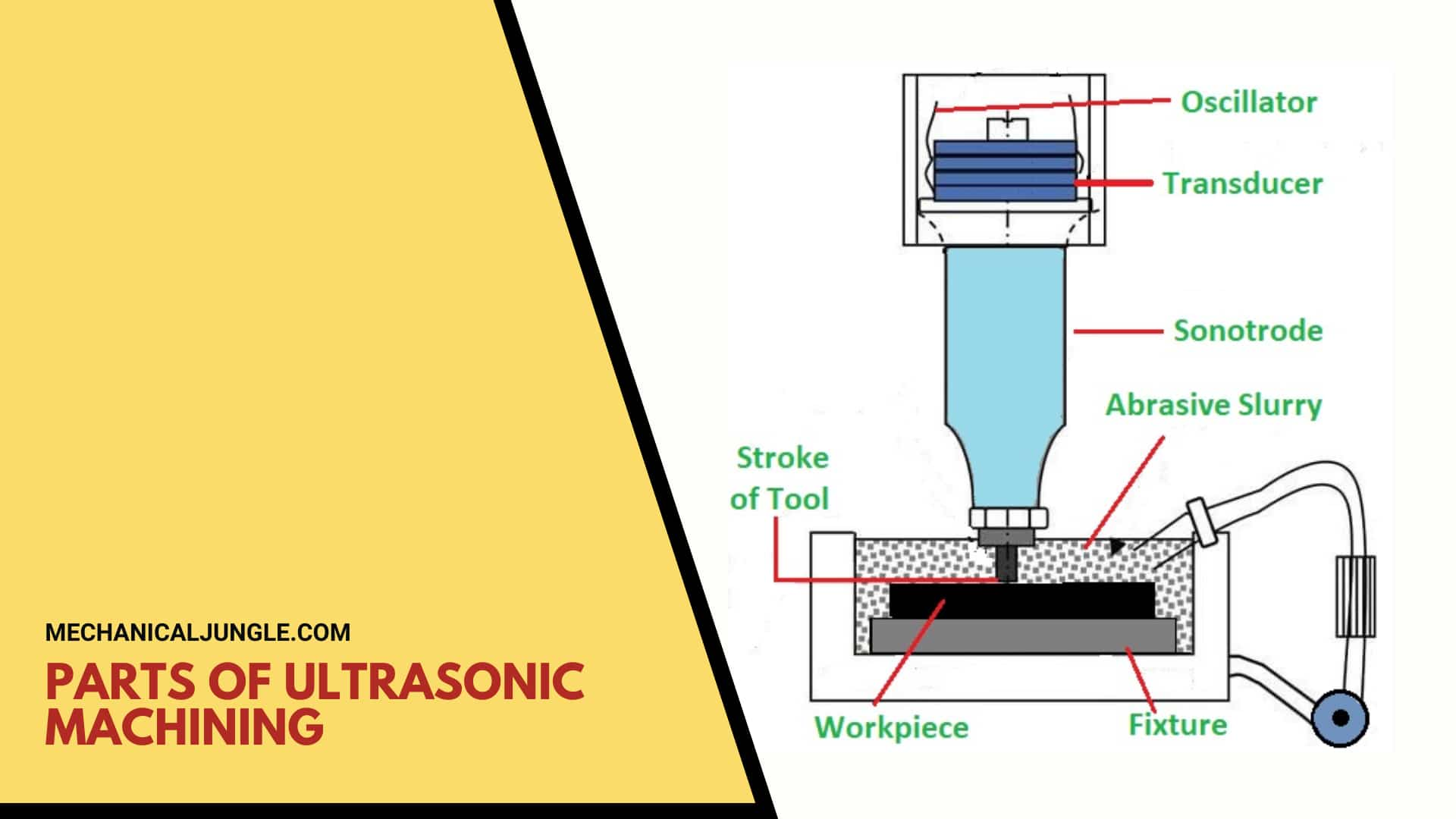
Parts of Ultrasonic Machining:
#1. Power Supply
This machining process usually requires a current power supply ranging from 50 to 60 Hz. So, an AC power supply is available to start the process.
#2. Transducers
This transducer is of magnetostrictive type. After being converted into a magnet, this transducer will change the frequency in mechanical vibrations by acting on the basis of magnetostrictive action. This transducer will vibrate in an upward and downward motion.
#3. High-Frequency Generator
A high-frequency generator is also called an ultrasonic power supply or electronic oscillator. It is commonly used to convert conventional power supplies to 50 Hz or 60 Hz to high-frequency electrical energy.
Frequencies of 20 to 40 kHz are most commonly used. These frequencies are then supplied to the electrical transducer.
#4. Ultrasonic Amplitude Transformer or Tool Horn
It is also known as a tool concentrator. The transducer-generated vibration amplitude with a range of approximately 0.025 millimeters is not sufficient for machining. It is used to increase the amplitudes of the vibrations. It also directs and concentrates the vibration towards the tooltip.
The tool is attached to the lower end of this tool horn which will help in removing the material. The tool is connected to the horn of the tool by welding or screw or brazing, or soldering.
#5. Cooling Mechanism
On top of the transducer, a system exists for cooling purposes. Coldwater is entered through an entrance gate and will receive heat from the transducer and avoid exit. For cooling purposes, there is a casing around the transducer, and water will flow inside this casing.
#6. Tools
The equipment used in ultrasonic machining is usually made of a strong hardening and brittle material that does not fail under brittle fracture & ductile such as tungsten carbide, stainless steel, titanium, copper, etc.
The tools are used to remove materials from the workpiece. The devices are manufactured in the same shape as the cavity required to form on the surface of the workpiece.
#7. Tool Holder
A tool holder is used to hold the tool.
#8. Nozzle
The nozzle is made of tungsten material. Tungstens are used to make a nozzle because the slurry coming from the pump can damage the nozzle if it is made from a soft material; it is made from a hard material such as tungsten.
#9. Solution
Typically silicon carbide, boron carbide, and mixed alumina solutions containing hard abrasive particles in water or oil are continuously provided in the machining area.
#10. Pumps
The pump is used to supply the abrasive solution on the nozzle.
Working of Ultrasonic Machining:
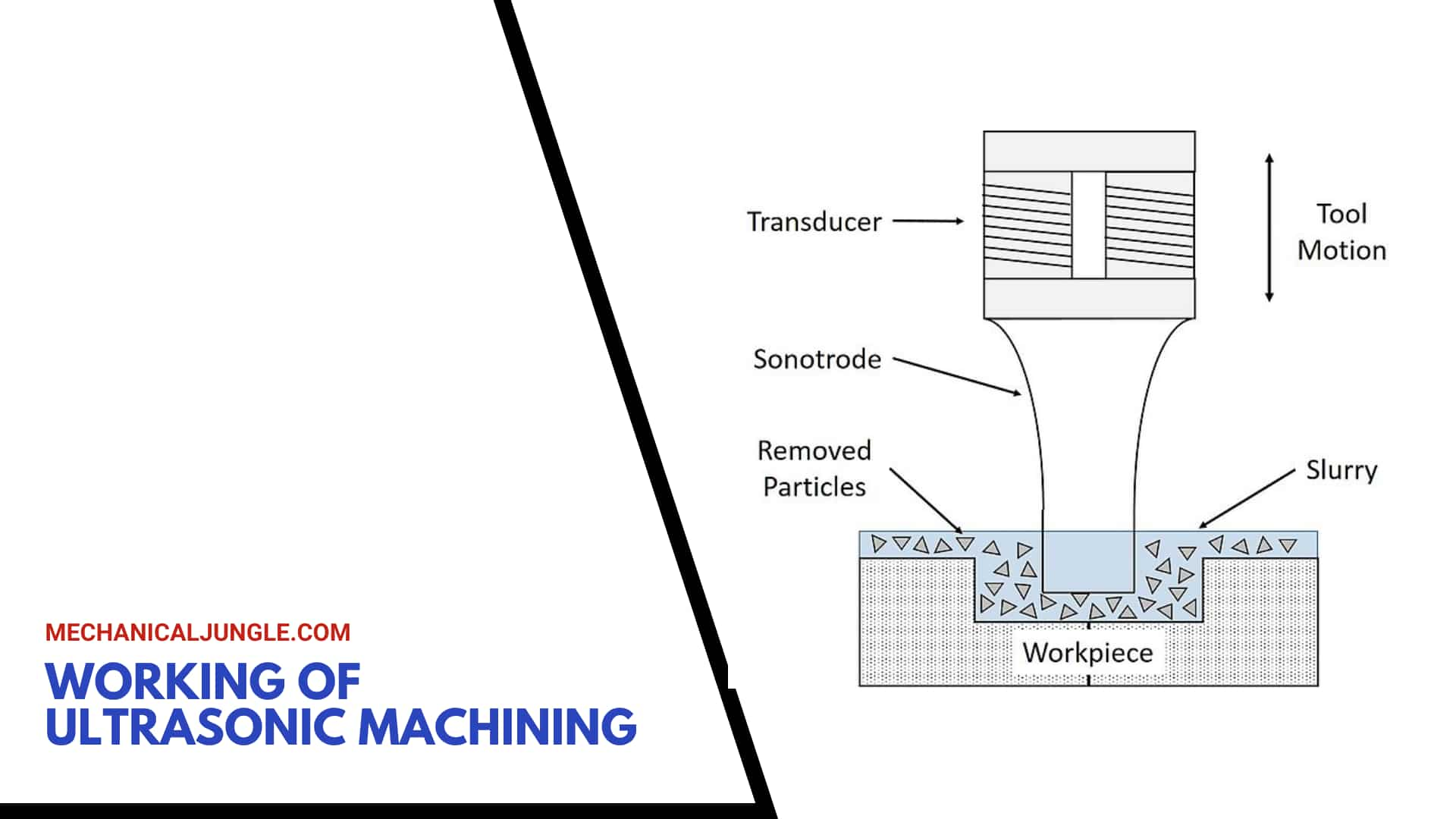
This high-frequency input supplies fed to the electromechanical transducer, which converts this energy into an ultrasonic vibration causing the device to vibrate in the longitudinals directions. The horn is the intermediaries between the transducer & the tool holder.
The horn is used to increase the amplitude of the vibration generated by the transducer, and these vibrations are then focused and directed at the instrument.
When an AC supply is provided to a high-frequency generator, this increases the frequency of the input supply from 20 to 40 kHz. The tool holder grabs the device as it vibrates.
As the equipment vibrates, the abrasive slurry is fed with the help of a pump at a constant rate between the surface of the tool and the workpiece.
Then the tool is pressed very lightly on the workpiece so that there is enough space for the slurries to flow between the tool and the workpieces. The size generated in the workpiece due to the removal of materials will be the same as the size of the tool.
As the vibrating device is pressed onto the workpiece, the high kinetic energy of the vibration is transmitted to these abrasive particles, & these abrasive particles are applied to the surface of the workpiece, and the material is removed from the workpiece due to microscopic friction.
Applications of Ultrasonic Machining:
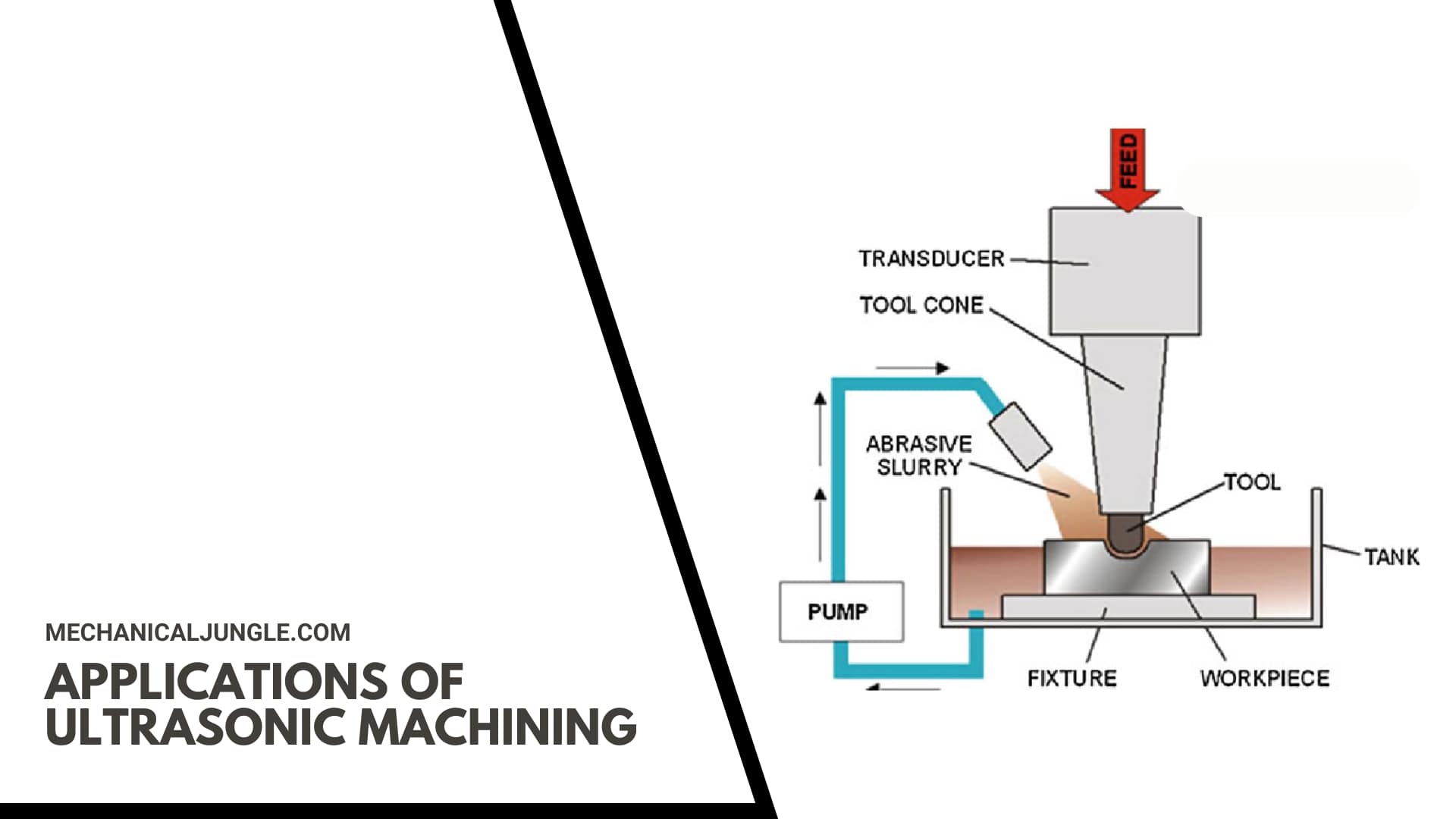
Here, the different applications of ultrasonic machining are as follows
- This machining is used to machine hard & brittle materials such as carbides, ceramics, glass, etc.
- It is used in the machining of die and tools of drill and wire drawing machines, etc.
- They were used in the manufacture of silicon nitrite turbine blades.
- It is used to cut diamonds into desired shapes.
- This machining uses machining of non-conductive rigid materials that cannot be mechanized by ECM or EDM due to poor conductivity.
Advantages of Ultrasonic Machining:
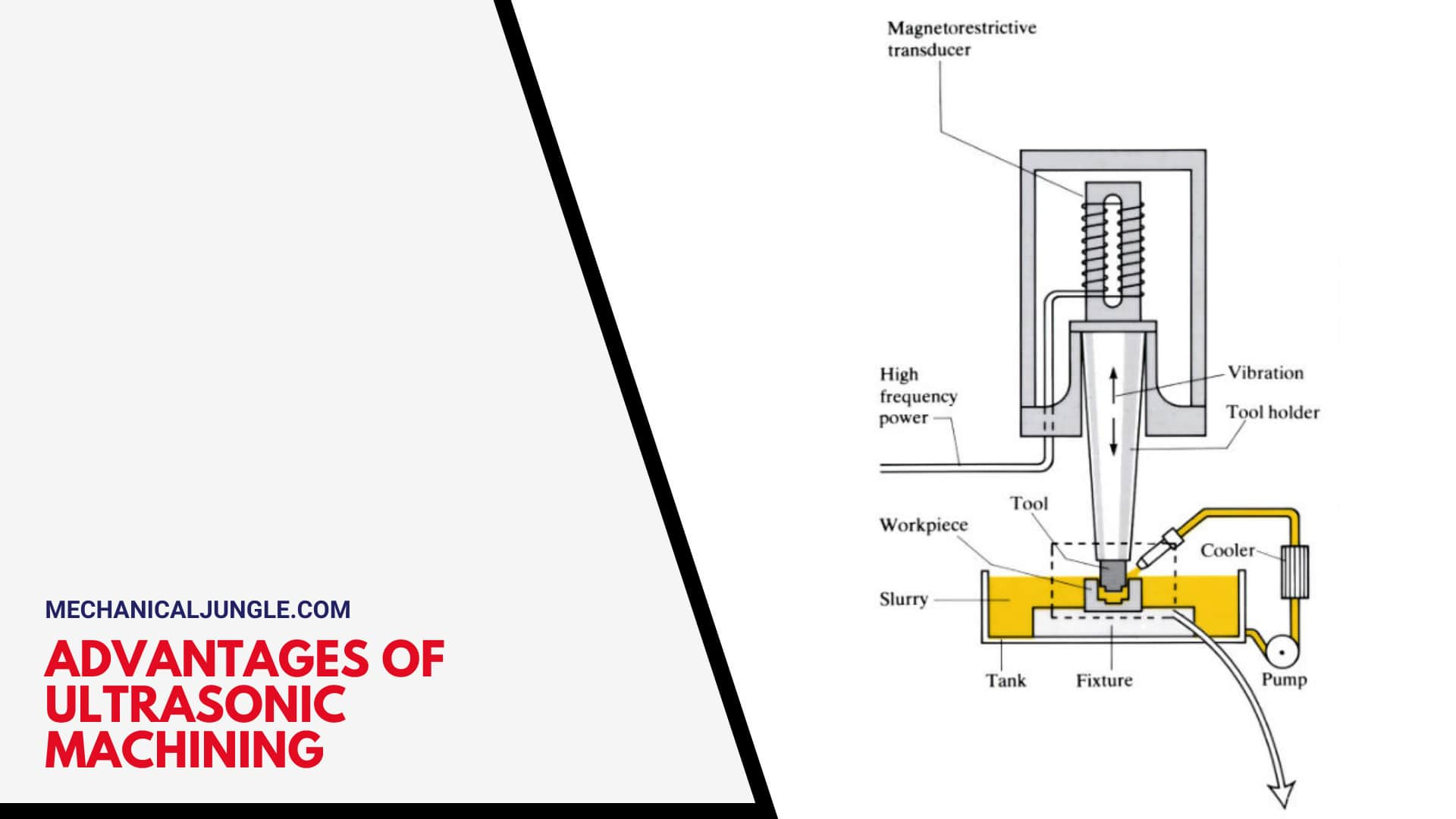
Here, the different advantages of ultrasonic machining are as follows
- This process is used for both circular & non-circular holes such as carbides, ceramics, etc.
- This machining process does not require a heating workpiece.
- If workpieces are sensitive to thermal fluctuations, they can be machined safely because this machining process produces very little heat.
- It is suitable for both conductive & non-conductive materials.
- A semi-skilled operator can operate the machine.
- High accuracy can be achieved. The end product is a very well-crafted and structured result.
- It is a less burr and less distortion process.
Disadvantages of Ultrasonic Machining:
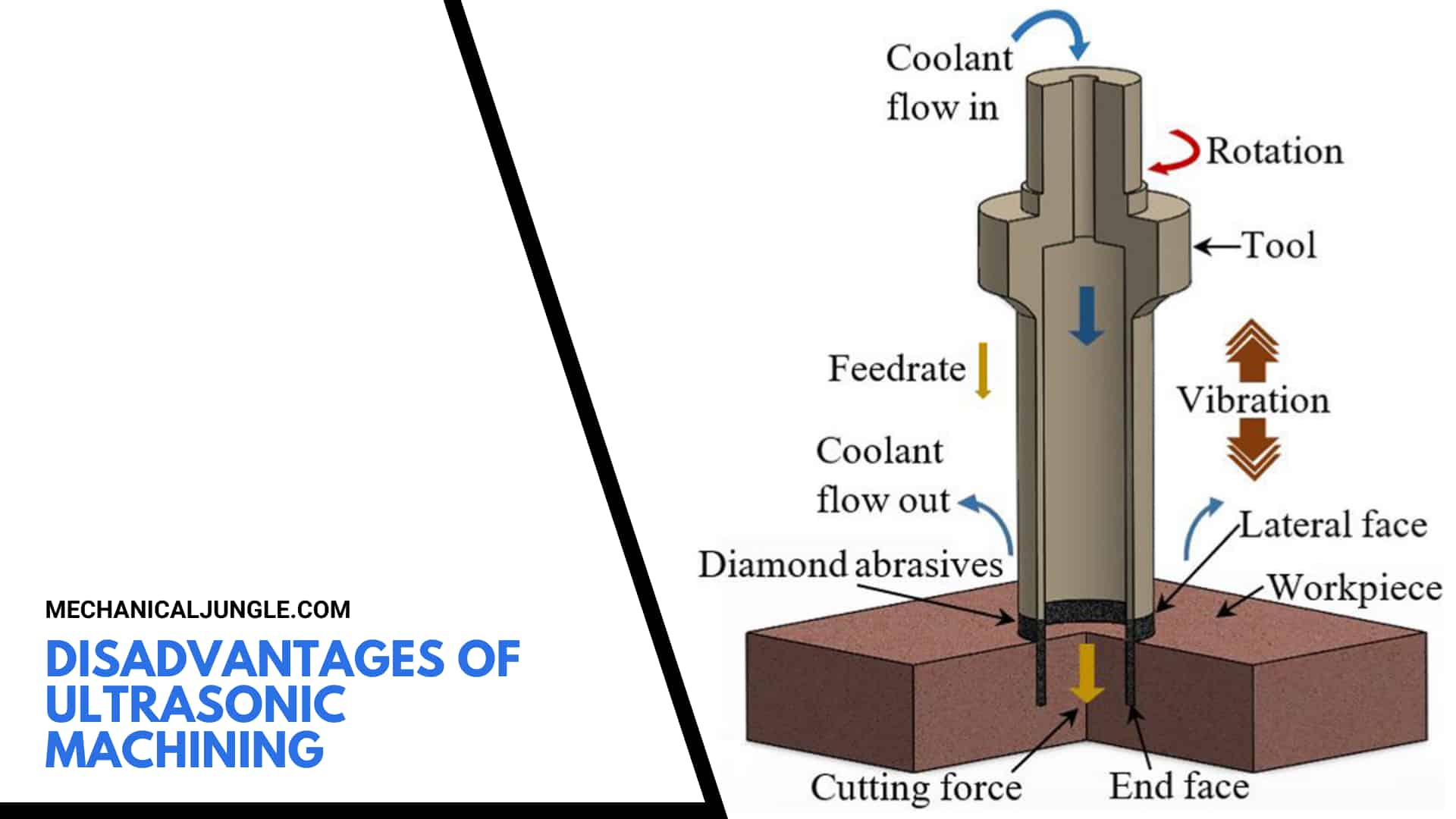
Here, the different disadvantages of ultrasonic machining are as follows
- This may prove to be slower than traditional machining processes.
- It is difficult to make deep holes due to the restricted movement of the suspension.
- Choosing the right tool geometry to make holes of a certain dimension is difficult. The holes created by the side cuttings can be large-sized.
- High equipment wears due to the continuous flow of abrasive slurry.
- This process is limited to a small-sized machined surface.
- This process can only be used for machine materials with a hardness greater than 45 HRC.
- Drilling deep holes are difficult, as slurry movement is restricted.
Frequently Asked Questions (FAQ)
What Is Ultrasonic Machining?
Ultrasonic machining is a non-traditional machining process that removes material from a surface using high-frequency, low-amplitude vibrations combined with abrasive particles suspended in a slurry. It is especially useful for machining brittle materials and those that are difficult to process with conventional methods.
What Frequency Range Is Used in Ultrasonic Machining?
Ultrasonic machining typically uses ultrasonic vibrations in the frequency range of 20 to 30 kHz. These high-frequency vibrations are above the audible range for humans.
What Types of Materials Can Be Machined Using Ultrasonic Machining?
Ultrasonic machining is effective for both conductive and non-conductive materials, especially brittle and hard materials like ceramics, glass, and carbides. It is used for materials that are difficult to machine with traditional methods.
What Types of Abrasive Solutions Are Used in Ultrasonic Machining?
The abrasive solutions used in ultrasonic machining include aluminum oxide, silicon carbide, boron carbide, and diamond dust. Each type is chosen based on the hardness of the material being machined and the specific requirements of the process.
How Does the Ultrasonic Machining Process Work?
The process involves a high-frequency generator that converts electrical energy into ultrasonic vibrations. These vibrations are transmitted through a transducer and tool horn, focusing the vibrations onto the tool. The tool, when pressed lightly against the workpiece, removes material through the action of abrasive particles suspended in a slurry.
What Are the Key Components of an Ultrasonic Machining System?
Key components include:
- Power Supply: Provides the necessary electrical current.
- Transducer: Converts electrical energy into mechanical vibrations.
- High-Frequency Generator: Converts conventional power to high-frequency energy.
- Ultrasonic Amplitude Transformer (Tool Horn): Increases the amplitude of vibrations.
- Cooling Mechanism: Cools the transducer to prevent overheating.
- Tools and Tool Holder: Holds and shapes the tool.
- Nozzle and Pump: Directs and supplies the abrasive slurry.
What Are the Advantages of Ultrasonic Machining?
Advantages include:
- Ability to machine both conductive and non-conductive materials.
- Minimal heat generation, making it suitable for heat-sensitive materials.
- High precision and accuracy.
- Less burr and material distortion.
What Are the Disadvantages of Ultrasonic Machining?
Disadvantages include:
- Slower processing speed compared to traditional machining methods.
- Difficulty in machining deep holes due to restricted slurry movement.
- High equipment wear due to continuous abrasive slurry flow.
- Limited to materials with hardness greater than 45 HRC.
Can Ultrasonic Machining Be Used for Creating Complex Shapes?
Yes, ultrasonic machining can be used to create complex shapes, especially in hard and brittle materials. The shape of the tool determines the shape of the cavity produced in the workpiece.
What Factors Influence the Material Removal Rate (Mrr) in Ultrasonic Machining?
Factors include the frequency and amplitude of vibrations, the concentration and size of abrasive particles, and the viscosity of the slurry. Increasing frequency and amplitude generally improves MRR, while higher abrasive concentrations and larger particle sizes can also enhance material removal.