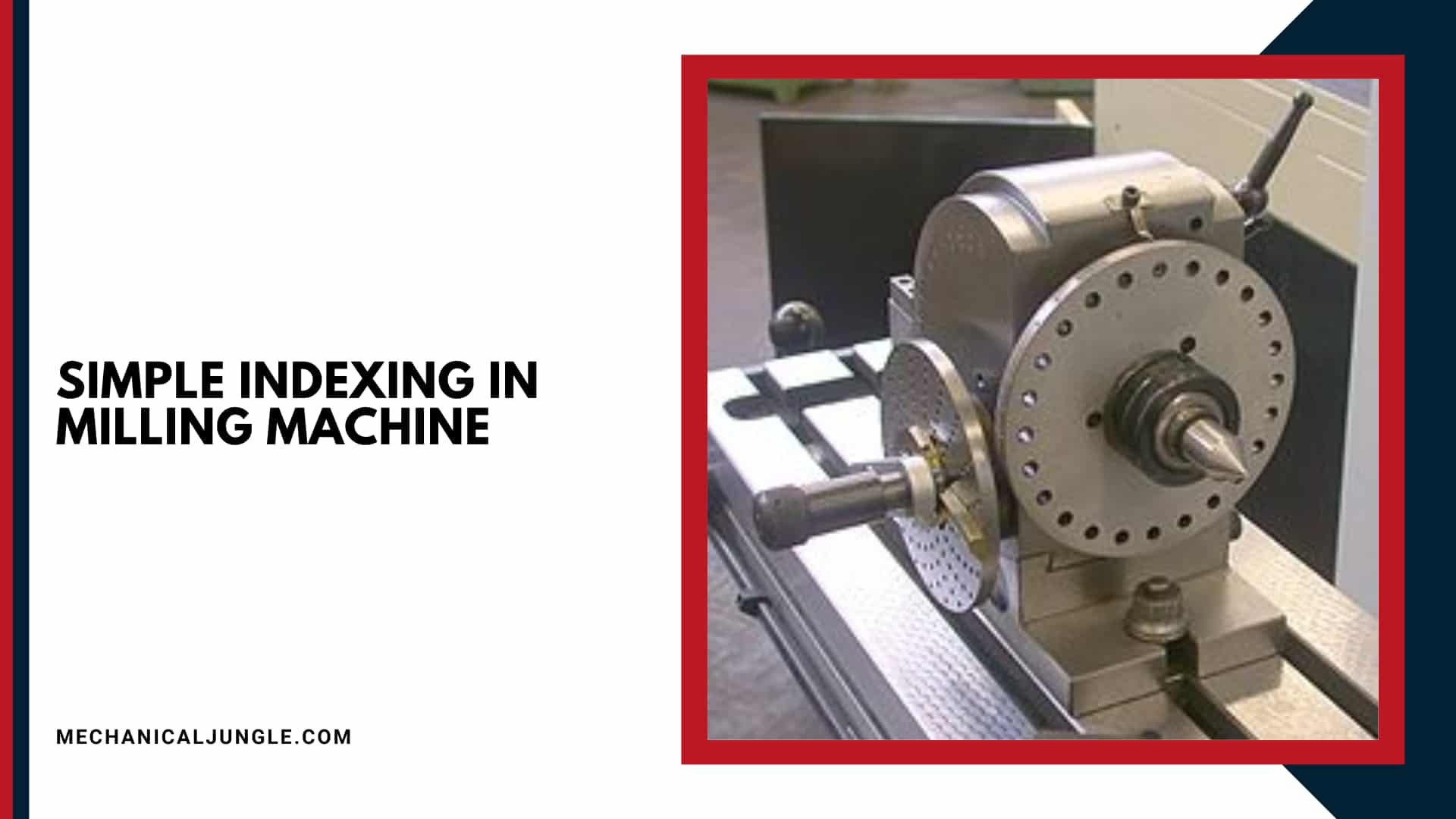
Simple Indexing in Milling Machine:
The indexing mechanism involves the use of an index plate, which is a circular plate consisting of a series of six or more circles of evenly spaced holes; the index pin on the crank can be inserted into any hole in any circle.
Interchangeable plates are regularly furnished with the most divided heads, the required spacing for most gears, bolt heads, milling cutters, splines, etc.
Can be obtained. The following are the two most common sets of plates used as standard equipment. If you’re wondering what is indexing in milling machine, there are different methods of indexing given below:
- Index Plate.
- Simple Indexing.
- Compound Indexing.
- Differential Indexing.
- Direct Indexing.
- Plain Indexing.
- Indexing Operation.
#1. Index Plate
An index plate is a round metal plate with a series of six or extra circles of evenly spaced holes; the index pin on the crank can put in in any hole in any circle.
By the similar plates frequently furnished through most index heads, the spacings needed for most gears, bolt heads, splines, milling cutters, and so forth can be obtained.
The following sets of plates are normal equipment:
Brown and Sharpe type, 3 plates of 6 circles, every drilled in this way:
- Plate 1- 15, 16, 17, 18, 19, 20 holes
- Plate 2- 21, 23, 27, 29, 31, 33 holes
- Plate 3- 37, 39, 41, 43, 47, 49 holes
Cincinnati type, one plate drill on equal sides by circles divided in this way:
- First side- 24, 25, 28, 30, 34, 37, 38, 39, 41, 42, 43 holes
- Second side- 46, 47, 49, 51,53, 54, 57, 58, 59, 62, 66 holes
#2. Simple Indexing-
When discussing simple indexing formula, it’s important to note that simple indexing on a milling machine is carried out through the use of a plain indexing head or universal dividing head. This process of indexing involves the use of a worm, crank, index head, and worm wheel.
The worm wheel usually carries 40 teeth, with the worm is single-threaded. By this arrangement, as a crank completes one revolution, the work wheel turns through 1/40th of the revolution.
Also, a worm wheel turns through 2/40 (1/20)th of revolution, and presently, therefore, for one revolution of a workpiece, a crank wants to create 40 revolutions—holes in index plate extra help in subdividing rotation of the workpiece.
#3. Compound Indexing-
When considering compound indexing in milling machine, it’s noted that as the number of divisions necessary on the job is external, the variety of simple indexing methods of compound indexing is used.
Operation is passed out by providing two detach simple indexing movements.
- By turning the crank in a similar way as in simple indexing.
- Once more, the turning index plate and the crank are also in equal or in conflicting directions.
#4. Differential Indexing-
At times, especially when considering differential indexing in milling machine, a number of divisions are necessary, which cannot be achieved through simple indexing by the index plates frequently supplied. Get these divisions; a differential indexed is used.
Index crank is attached to worm shaft with a train of gears in its place through direct coupling and with simple indexing. Selection of these gears occupy calculations like those used in calculating change gear ratio for cutting threads on the lathe.
#5. Direct Indexing-
The creation of several index heads, especially in direct indexing in milling machine, allows the worm to be detached from the worm wheel, creating a potentially faster way of indexing.
Index head is given by a knob which, as turned during part of a revolution, functions unconventional and disengages the worm. Direct indexing is able by an additional index plate fixed to the index head spindle. The motionless plunger in the index head fits the holes in the index plate.
By moving the plate with hand to index directly, the spindle with the workpiece turns an equal distance. Direct index plates generally have 24 holes and present a rapid means of milling squares, hexagons, taps, and soon.
Some number of divisions which is a factor of 24, can be indexed rapidly and suitably by the direct indexing method.
#6. Plain Indexing-
The following principle affect to necessary indexing of workpieces:
- Assume it is preferred to mill spur gear by 8 equally spaced teeth. As 40 turns of index crank will turn spindle one full revolve, one-eighth of 40, or else 5 turns of crank after every cut, will space gear for 8 teeth.
- The equal rule affects whether or not divisions necessary divide equally into 40. As, if it is preferred to index for 6 divisions, 6 divided into 40 equals 6 2/3 also turns, to the index for 14spaces, 14 divided in 40 equals 2 6/7 turns.
- Thus, follow the rule can consequence: to agree on the number of turns of index crank desired to take one division of every number of equal divisions workpiece, divide 40 by a number of equivalent divisions preferred to give worm wheel has 40teeth, which is standard practice.
#7. Indexing Operation-
Two follow exemplar explain how to index plate is used to get any preferred part of an entire spindle turn by plain indexing.
To Mill a Hexagon:- By the rule over, divide 40 by 6, which equals 6 2/3 turns, or six full turns plus 2/3 of a turn on any circle whose figure of holes is detachable by 3.
Thus, six full turns of the crank plus 12 spaces on an 18- hole circle or six full turns plus 26 spaces on a 39-hole circle will make the preferred rotation of the workpiece.
To Cut a Gear of 42 Teeth:- By rule over, divide 40 by 42, which equals 40/42 or 20/21 turns, 40 spaces on 42-hole circle or20 spaces on the 21-hole circle.
To apply the rule given, choose a circle that has a number of holes dividable through the required fraction of turn concentrated to its lowly terms.
The number of spaces among the holes gives the preferred fractional part of the entire circle. When counting holes, start with the first hole to the fore of the index pin.
Frequently Asked Questions (FAQ)
What Is Indexing in a Milling Machine?
Indexing in a milling machine refers to the process of rotating a workpiece in precise increments to achieve specific patterns or features, such as gear teeth, bolt heads, or splines. This is done using various types of indexing mechanisms and plates.
What Are the Main Types of Indexing Methods?
The main types of indexing methods include:
- Simple Indexing: Uses a plain indexing head or universal dividing head with a worm and worm wheel.
- Compound Indexing: Involves two separate simple indexing movements for more complex divisions.
- Differential Indexing: Utilizes a differential gear mechanism for achieving divisions that cannot be done with standard index plates.
- Direct Indexing: Allows for rapid indexing using a separate index plate and disengages the worm for faster operations.
- Plain Indexing: Based on dividing the total number of divisions by 40, the number of turns needed is calculated for accurate indexing.
What Is an Index Plate?
An index plate is a round metal plate with a series of evenly spaced holes arranged in multiple circles. It is used in conjunction with an index pin to achieve precise divisions of rotation.
How Do You Use a Brown and Sharpe Index Plate?
Brown and Sharpe index plates come in sets with different numbers of holes in each circle. For example:
- Plate 1: 15, 16, 17, 18, 19, 20 holes
- Plate 2: 21, 23, 27, 29, 31, 33 holes
- Plate 3: 37, 39, 41, 43, 47, 49 holes
These plates are used to achieve specific divisions by selecting the appropriate number of holes to match the desired spacing.
What Is the Difference Between Simple and Compound Indexing?
Simple indexing involves turning the crank to rotate the workpiece through a fixed number of divisions based on the worm wheel’s teeth. Compound indexing, on the other hand, involves using two indexing movements to achieve more complex divisions or patterns.
How Does Differential Indexing Work?
Differential indexing uses a differential gear mechanism to achieve divisions that cannot be accomplished with standard index plates. It involves additional calculations and gear arrangements to get precise results.
When Is Direct Indexing Preferred?
Direct indexing is preferred when rapid and simple indexing is required, such as for milling squares, hexagons, or other shapes with divisions that are factors of 24. It provides a quicker alternative by disengaging the worm and using an additional index plate.
How Do You Perform Plain Indexing?
Plain indexing involves dividing the total number of turns of the index crank by the number of divisions needed. For example, to mill an 8-tooth gear, you would turn the crank 5 times (40 divided by 8) to get the correct spacing.
Can You Provide an Example of Indexing Operations?
- To Mill a Hexagon: Divide 40 by 6 to get 6 2/3 turns. Use an index plate with a number of holes divisible by 3 to complete the indexing.
- To Cut a 42-Tooth Gear: Divide 40 by 42 to get approximately 20/21 turns. Use an index plate with a number of holes that allows you to count the required spaces accurately.
How Do You Choose the Right Index Plate for a Specific Task?
Choose an index plate with the number of holes that fits the required number of divisions or pattern. Ensure the plate’s holes are evenly spaced and match the spacing needed for your milling task.