
Crankshaft Materials:
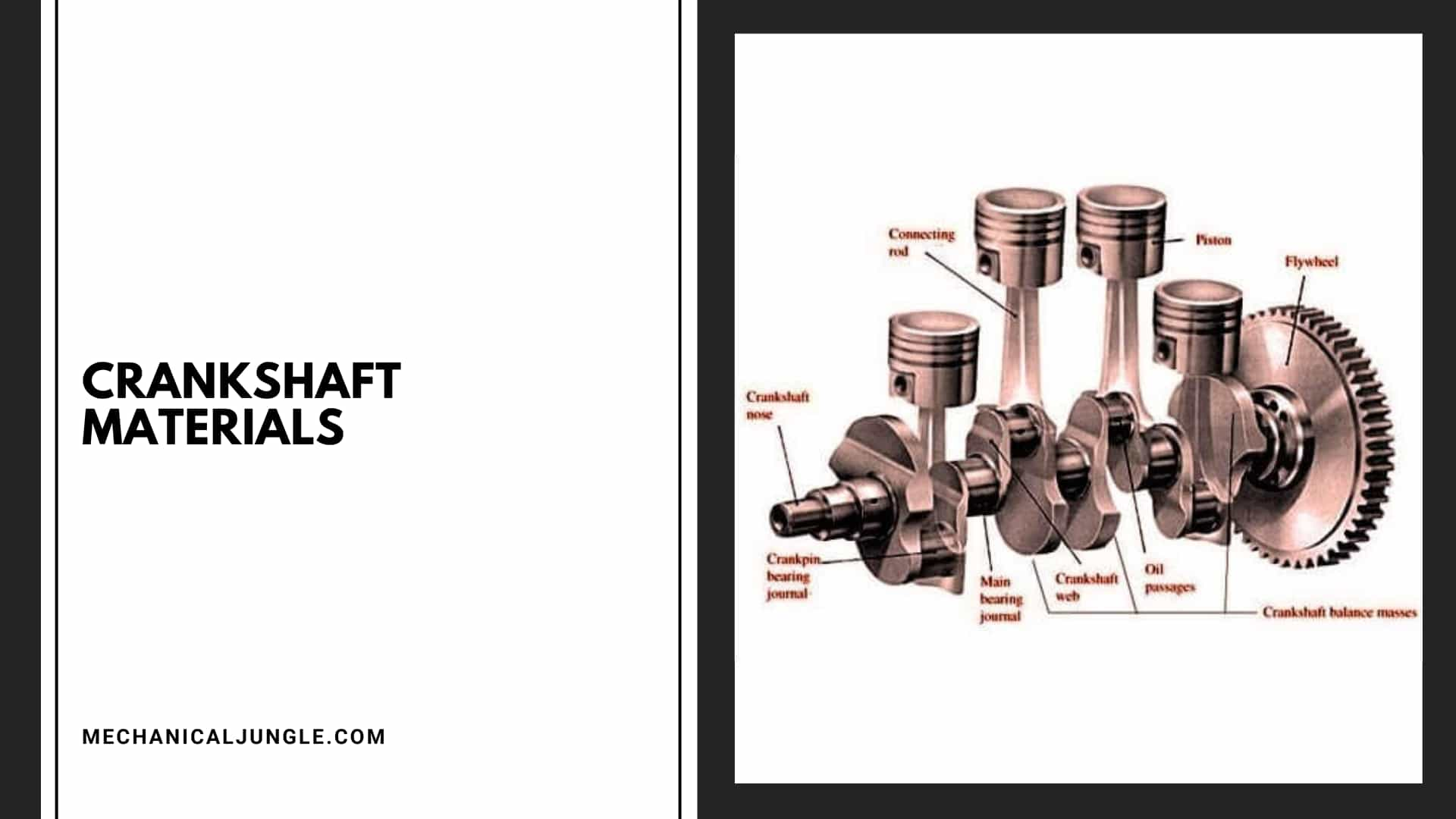
The material of crankshaft commonly used in high-strength crankshafts is steel alloys, which have been chosen based on what each designer considers to be the most desirable combination of properties.
This answers the question of what are crankshafts made of. The nominal chemistry of crankshaft alloys is discussed here.
Medium-carbon steel alloys are composed primarily of the element iron & contain smalls percentages of carbons 0.25% to 0.45%, describes as “25 to 45 point” of carbons, several A combination of alloying elements, a mixture of which has been carefully designed to produce specific properties in the target alloy, including hardness, surface, and core hardness, ultimate tensile strength, yield strength, endurance limit fatigue strength, ductility, impact resistance, corrosion resistance, temper-inflammatory resistance.
Commonly used alloying elements in these carbon steels, which contribute to the crankshaft material properties, are manganese, chromium, molybdenum, nickel, silicon, cobalt, vanadium, and sometimes aluminum and titanium.
Each of those elements adds specific properties to a given material. The carbon contents are the main determinant of the ultimate strength & hardness to which such alloys can be heat treated.
| Chemistry of Crankshaft Alloys | ||||||||
| Materials | AMS | C | Mn | Cr | Ni | Mo | Si | V |
| 4340 | 6414 | 0.4 | 0.75 | 0.82 | 1.85 | 0.25 | ||
| EN-30B | 0.3 | 0.55 | 1.2 | 4.15 | 0.3 | 0.22 | ||
| 4330-M | 6427 | 0.3 | 0.85 | 0.9 | 1.8 | 0.45 | 0.3 | 0.07 |
| 32-CrMoV-13 | 6481 | 0.34 | 0.55 | 3 | <0.30 | 0.9 | 0.25 | 0.28 |
| 300 – M | 6419 | 0.43 | 0.75 | 0.82 | 1.85 | 0.4 | 1.7 | 0.7 |
Key :-
- C = Carbon
- Mn = Manganese
- Cr = Chromium
- Ni = Nickel
- Mo = Molybdenum
- Si = Silicon
- V = Vanadium
- AMS = Aircraft Material spec number
Crankshaft Alloy Chemistries
In addition to alloying elements, high-strength steels used in crankshaft forging are carefully refined to remove as many undesirable impurities like sulfur, phosphorus, calcium, etc.
Defines allowable fraction percentage of the alloying elements. The highest quality steel is usually specified & ordered in terms of their AMS number (Aerospace Material Specification).
These glasses tightly constrain the chemistry, and the required purity can often be achieved only by melting in vacuums, then re-melting in vacuums to refine the metal further.
The typical vacuum-processing method is VIM and VaR. Vacuums induction melting (VIM) is a process for producing very high purity steels by melting the material by induction heating inside a high-vacuum chamber.
Vacuum arc re-meltings (VAR) is a refining process in which steel is re-melted inside a vacuum chamber to reduce the number of dissolved gases in the metal.
Heating occurs through an electric arc between a consumables electrode and the ingot. There are other ultra-high-strengths steels that are not carbon steels.
These steels, known as “merging” steels, are refined to remove as much carbon as possible and contain large amounts of nickel (15%) as a by-product of their resulting crystalline structures.
Develop extreme strength and fatigue properties. And above) and cobalt (6% and above). This steel can achieve extreme levels of strength and maintain excellent levels of impacts resistances.
As far as I could determine, in the manufacturing process of crankshaft, the maraging alloy is not currently (2008) used for crankshaft racing, but they have been used in some extreme applications Conrads.
In the world of high-performance crankshafts, nickel-chrome-moly alloy SAE-4340 (AMS-6414) has been a favorite in both forged & billets applications.
It is used because of its very highs strengths & fatigue properties, couples with good ductility and impact resistance at high strength. SAE-4340 has a nominal 40 mark of carbon and is often described as “the standard to which other ultra-high-strength alloys are compared.”
There are pieces of evidence that a lower carbon content provides better impacts resistance (lower notch sensitivity) in some alloys. Air-hardening nickel-chrome-moly alloys EN-30B are used in some high-end billets crankshafts in both commercials & VAR forms.
These alloys contain 30 points of carbon and have a nickel content greater than 4% (400 points). It has good impact resistance at high strength and is often used in rock-drilling equipment and highly stressed gear and transmission components.
The fact that it can be air quenched for specific crankshaft core stiffness is an added advantage as the deformations, and residual stresses resulting from oil quenching are avoided. Several manufacturers offer billet crankshafts in EN-30B.
At least one US manufacturer, when considering what a crankshaft is made of, selected a high-purity, low-carbon version of the 43xx series of nickel-chrome-moly steels for extreme duty crankshafts.
This means the crankshaft is made up of a specific series of nickel-chrome-moly steels. A high-grade variant of the E-4330-M (AMS 6427).
These materials have nominal 30 points of carbon and have become a favorite for oil drilling & jet engine components because of their high hardness and impact resistance when heat-treated for high strength.
This manufacturer uses minor variations in chemistry for various applications but was reluctant to discuss the specifics of the variation & how they affected the desired properties.
The company maintains tight controls over the entire process by purchasing its specific chemical content from a single, high-quality steel manufacturer and performing its heat-treatment, cryogenic processing, ion-nitriding, and high-tech inspection.
The nitride process can be followed by finish-grinding using ion nitriding. The material that is currently seen as an ultra-extreme crankshaft alloy is steel available from French manufacturers Aubert & Duval, known as 32-CrMoV-13 or 32CDV13.
It is a deeps-nitriding alloy containing 300 points of chromes, developed in the mid-nineties specifically for aerospace bearing applications. It is available in three grades.
GKH is occupational purity and chemistry tolerance. GKH-W is a grade with high purity (VAR) and strict chemical tolerance. GKH-YW is the very pure grade (VIM – VAR) & is said to cost twice as much per pound as the -W grade.
According to data supplied by Aubert & Duvals, fatigue-tests of the -W and -YW grades, using samples of each grade heat-treated to similar values of final tensile strength, consistently show that the -YW grade is Achieves dramatic improvement (over 22%) in fatigue strength compared to -W grades and is claimed to be slightly less than the endurance limit yield stress, which is truly astonishing.
I am told that, due to the extreme stress levels on the Formula One crankshaft, most of them use the -YW grades, while the lowers tension levels of a cup crank allow the successful use of the -W grade.
A well-known manufacturer (Chambon) has developed a process that allows the production of a deeper case nitride layer in this alloy (about 1.0 mm deep compared to the more typical 0.10 to 0.15 mm deep layer).
They state that this deep case provides a very short sharp hardness gradient from a >60 HRC surface to a 40-45 HRC core, which improves the fatigue and impact properties of the steel.
It states that its deep-case process requires several days in a nitriding oven but allows for finish-grinding after depth nitriding, using a very sophisticated process to remove distortions that occur during nitriding.
No discussion of high-end crankshafts material would be complete without mention of the ultra-high-strength alloy known as 300M (AMS 6419).
This alloy is a modification of the original 4340 chemistry, to which a few more points of carbon are added (higher achievable hardness & strength), as well as 170 points of silicon and 7 points of vanadium.
Vanadium acts as a grain refiner, and silicon enables the material to have very high strength (285 ksi) and fatigue properties while maintaining extremely good impact resistance and toughness.
Crankshaft Heat Treating:
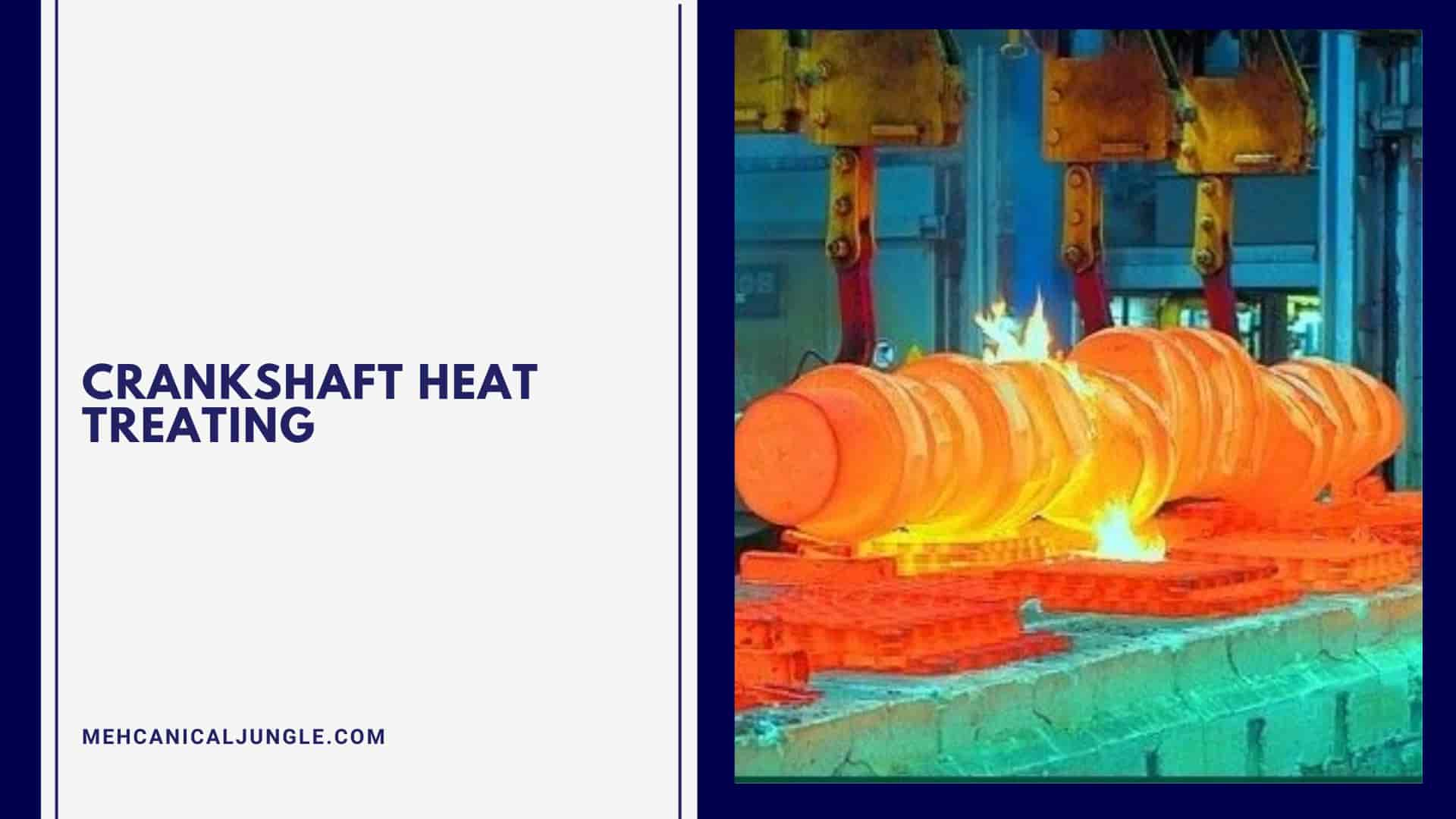
The typical heat-treatment process for carbon-steel alloys first alters the structure of the rough-machined part by heating the part to full temperature in an oven to convert it into a face-centered-cubic austenite crystalline structure (‘austenitize’).
The part stabilizes in a neighborhood of 1550°F to 1650°F, depending on the specific material.
Thereafter, the part is removed from the heating oven and rapidly cooled (“quenched”) to remove heat from the parts at rates sufficient to convert a large percentage of the austenitic composition into fine-grained martensite.
The desired martensitic post-quench crystalline structure of steel is a high strength, high hardness, the form of iron-carbon solutions. The rate of cooling required to achieve maximums change varies with the hardness of the material, which is determined by the combination of the alloying elements.
Deformation and residual induced stress are the two biggest problems involved in heat treatment. Less severe quenching methods reduce residual stress and deformation. Some alloys (EN-30B and some tool steels, for example) can reach full hardness by air quenching.
Other alloys with lower hardness can be quenched in a 400°F molten salt bath. Still, others require polymer-based quenching in oil, and at least hard alloys requiring quenching in water.
The water-quenching shock is often severe enough to break the part or induce severe residual stresses and deformations. As the hardness of a material decreases, the hardness (thus strength) varies greatly from the surface to the core of the material.
Higher hardness materials can reach more homogeneous post-quenching hardness. Typically, the hardness after the rage, resulting in the best ductility and impact properties, is not sufficient for the wear surfaces of crank magazines.
In addition, the fatigue strength of the materials at that hardness is insufficient for a suitable life. The currently preferred process that provides dramatic improvements in both hard journal surfaces and fatigues lives is nitriding (not “nitrating” – nitrate are oxygen-bearing compounds of nitrogen).
Nitridings are the process of diffusion of elemental nitrogen into the surface of the steel, producing iron nitride (FeNx). The result is a tougher, higher strength case, as well as residual surface compressive stress.
The part receives a high strength, high hardness surface with high wear resistance and has significantly improved fatigue performances due to both the high strengths of the case & the residual compressive stress.
This effect occurs without the need for quenching by nitriding temperatures. Cases thickness is usually quite thin (0.10 to 0.20 mm), although at least one crankshaft manufacturers have developed a way to make the nitride layer thickness up to 1.0 mm.
There are three commons nitriding processes: gas nitriding (usually ammonia), molten salt-bath nitriding (cyanide salts), and more precisely, plasma-ion nitriding.
All three are at roughly the same temperature (925 – 1050 °F), which, of course, becomes the final temperature of the parts—the effectiveness of nitriding various with the chemistry of steel alloy.
The best result occurs when the alloys contain one or more nitride-forming elements, including chromium, molybdenum, and vanadium.
Forged Crankshafts of Materials:

If one was made for your engines, the most commons steel used is 1038. It is largely plain old clean steel with some carbon added for heat-treating purposes.
A forged steel crankshaft is generally a good choice for its low cost and high power, especially when purchased. These forged crankshafts will remain in more demanding applications than cast crankshafts but still require some preparation work before they can be used in engine applications.
Again, the first thing we do is to make sure we don’t spend time and money on a cracked crankshaft. Further, we remove the stress riser from the rod throw and cross drill the oil hole.
Another option, especially attractive to circle tracks racers, is to drill rod throws parallel to the crank axis with the rod or 7/8 holes. This makes the rod journal hollow and very light, with only minimal loss in strength, and can be done for less than $100.
In the end, the forged crankshaft was shot before it could be revved. It also relieves the steel from stress and creates a more stable crankshaft.
A forged crankshaft designed this way will survive in all but the most demanding racing environments. A racer can choose which degree of the crankshaft is best suited for their application and budget.
At the top of the ladder are aftermarket forged & billets steel crankshafts. This is many different manufacturers and price ranges. So how does the racer decide which way to go? First, I’ll cover the most commons materials available.
There are 4130 and 4340—these numbers appear in crankshaft commercials all the time, but do we know what they mean? I will try to give a quicks explanations.
The last two numbers tell us how many 100ths of carbon is in the material. Carbon adds to the hardness of steel. The 4130 will have 30% carbon, and the 4340 will have 40%, and so on.
Both 4130 and 4340 start with #4; this tells us that the steel is mixed with molybdenum or moly. This gives strength to the steel. More moly means a harder crankshaft. 4130 has 20% moly, while 4340 has 25%.
In addition to having more carbon and more moly, 4340 is also alloyed with nickel; this is noted by the number second in the alloy. A “3” nickel assures deep and uniform stiffness in the crankshaft.
Crankshaft Manufacturers
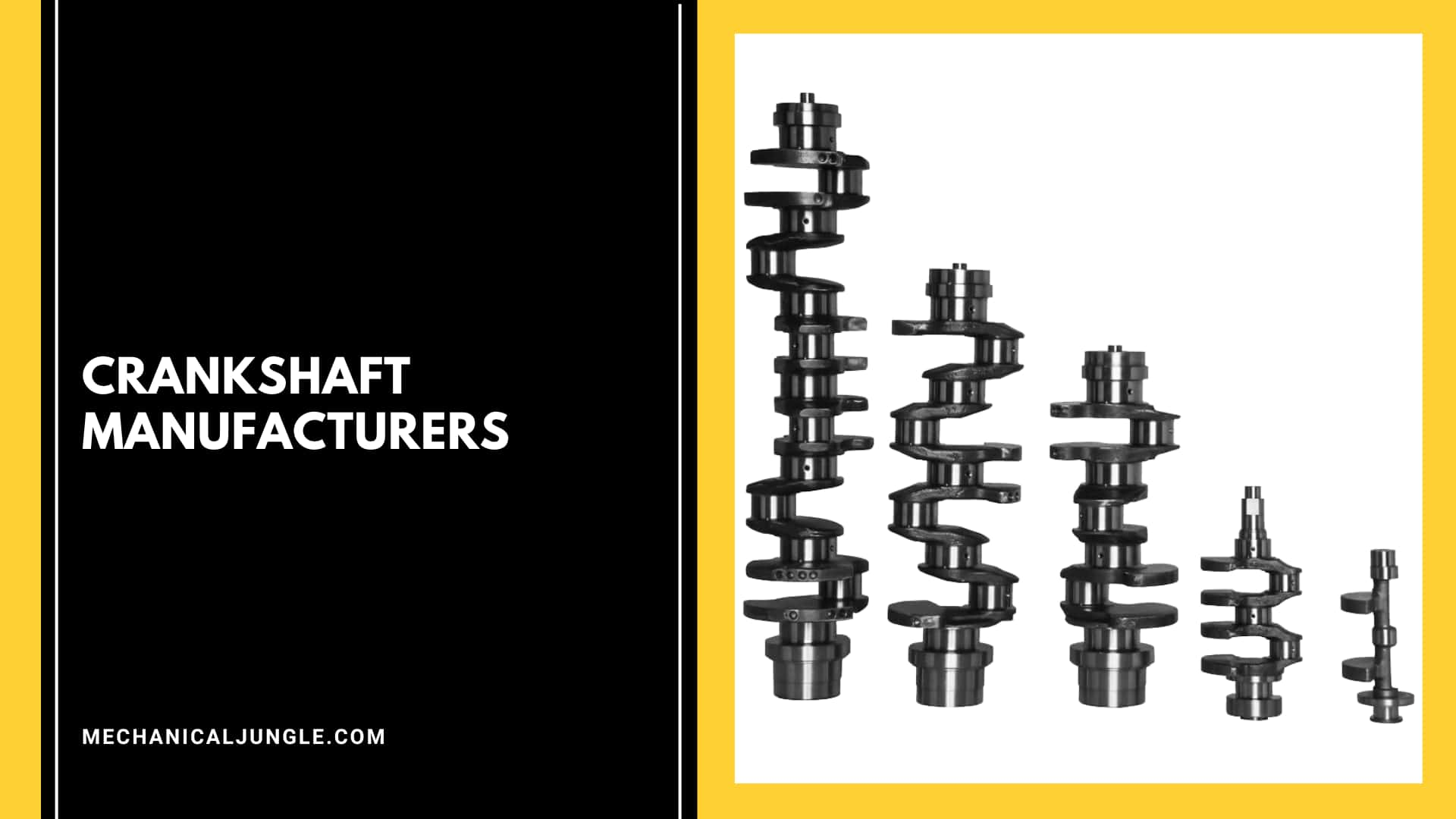
Here, the 10 list of crankshaft manufacturing companies follows below.
- Sumitomo Corporation.
- Bharat Forge Limited.
- Maschinenfabrik Alfing Kessler Gmbh.
- Contact Nvocc Ltda.
- Toyota Do Brasil Ltda.
- Lincoln Crankshaft & Machine Ltd.
- Hubei Zhenyu Goldsense Machinery.
- Thyssenkrupp Gerlach Gmbh.
- Ventana Serra Do Brasil.
- Bifrangi Uk Ltd.
Crankshaft Manufacturing Processes:
1. Two-Plane V8 Crankshaft Raw Forging

In the crank shaft manufacturing process, many high-performance crankshafts are made by the forging process, in which a billet of a suitable size is heated to a suitable forging temperature, typically in the range 1950 – 2250 °F, and then squeezed and stretched sequentially to the desired size.
Or is pressed between the pairs, the billet dies under very high pressure. These die sets have a concave negative form of the desired outer shape. Shaping complex shapes and/or excessive deformations often requires more than one set of dies.
Originally, the two-plane V8 cranks were forged in a single plane, then main journals number two and four were reheated and rotated 90° to move crankpin numbers two and three in a vertical plane. Later developments in forging technologies allowed the forging of straight 2-plane “non-twist” cranks.
2. Billet Crankshaft Machining

Courtesy of Bryant Racing:- Uppers end of the motorsports spectrum, the crankshafts are manufactured from billets of high-grade alloy steels. Billets crankshafts are fully machined from a round bar (“billet”) of the selected material.
This method of manufacturing provides extreme flexibility of design and allows rapid changes to a design in search of optimum performance characteristics.
In addition to fully machined surfaces, the billet process makes it easy to locate the counterweight and journal web exactly where the designer wants them to be.
The process includes demanding machining operations, particularly with regard to counterweight shaping and undercutting, rifling-drilling main and rod journals, and drilling lubrication passages.
The availability of multi-axis, high-speed, high-precision CNC machining equipment has made the billet-to-billet method significantly cost-effective and enabled extremely precise fabrication combined with precise 3D-CAD and FEA design methodologies.
Crankshafts often need little in the way of massaging the latter for balancing purposes.
3. Built-Up Radial Engine Crank
There is an old argument that forged cranks are superior to billet cranks due to the supposedly smooth grain flow that can be achieved in the forging process.
This may be true of some components, but with respect to the crankshaft, the argument fails due to the large dislocations in the material that are required to move the crankpin & counterweight material from the centers of the forging blanks to the outer edge of the part.
The resulting grain structure in typical V8 crank forgings exhibits fragmented grain properties similar to those of machined billets.
More than one crankshaft manufacturers have told me that there is no way to survive a forging out of the commonly used steel alloy SAE-4340 (AMS-6414) in one of today’s cup engines.
A few years ago, Cosworth attempted to make a Formula One crankshaft by piecing together various sections, including journals, webs, and counterweights.
The purported intention was to be able to better shape and section different components, thereby reducing MMOI while achieving equal or better stiffness.
Although no one was willing to give detail about the effort, it is rumored that it was run once or twice and then abandoned due to high cost and complexity compared to measurable benefits. In some cases, they are benefits to using a built-up crankshaft.
Due to the ‘master-rod’ mechanism required for the implementation of the radial piston engine, which powered most aircraft until the late 20th century, a bolt-together crankshaft configuration was used almost exclusively. Loose counterweights will be addressed later in these articles.
FAQ: Crankshaft Materials and Manufacturing
What Materials Are Commonly Used for Crankshafts?
Crankshafts are primarily made from steel alloys. The most common materials include medium-carbon steel alloys and high-strength steel alloys such as SAE-4340 (AMS-6414), EN-30B, 4330-M, 32-CrMoV-13, and 300M. These alloys are chosen based on their desired combination of properties including strength, hardness, and impact resistance.
What Are the Key Alloying Elements in Crankshaft Steels and Their Functions?
Key alloying elements in crankshaft steels include:
- Carbon (C): Increases hardness and strength.
- Manganese (Mn): Improves hardenability and strength.
- Chromium (Cr): Enhances hardness, corrosion resistance, and strength.
- Nickel (Ni): Increases toughness and impact resistance.
- Molybdenum (Mo): Boosts strength and resistance to high temperatures.
- Silicon (Si): Enhances strength and hardness.
- Vanadium (V): Refines grain structure and increases strength.
How Is Crankshaft Steel Processed to Achieve High Strength?
Crankshaft steel is processed using various methods including:
- Vacuum Induction Melting (VIM): Produces high-purity steel by melting in a vacuum.
- Vacuum Arc Remelting (VAR): Refines steel by re-melting in a vacuum to remove dissolved gases.
- Nitriding: Diffuses nitrogen into the steel surface to improve hardness and fatigue resistance.
What Is the Heat Treatment Process for Crankshafts?
The heat treatment process involves:
- Austenitizing: Heating the crankshaft to a high temperature to convert its structure to austenite.
- Quenching: Rapidly cooling the crankshaft to form martensite, which increases hardness and strength.
- Tempering: Reheating to reduce brittleness while maintaining strength.
What Are the Differences Between Forged and Billet Crankshafts?
- Forged Crankshafts: Made by heating a billet and pressing it into shape. Forging helps to improve grain structure and can be cost-effective for high-strength applications.
- Billet Crankshafts: Machined from a solid round bar (billet). This method allows for precise design and manufacturing, often used in high-performance and custom applications.
What Is Nitriding, and Why Is It Used in Crankshaft Manufacturing?
Nitriding is a process that diffuses nitrogen into the steel surface, creating a hardened layer. This increases wear resistance and fatigue strength while avoiding the need for traditional quenching processes, which can introduce residual stresses.
What Are Some Common Crankshaft Manufacturing Companies?
Some well-known crankshaft manufacturers include:
- Sumitomo Corporation
- Bharat Forge Limited
- Maschinenfabrik Alfing Kessler GmbH
- Toyota Do Brasil Ltda.
- Lincoln Crankshaft & Machine Ltd.
- Thyssenkrupp Gerlach GmbH
Why Is the Choice of Crankshaft Material Important?
The choice of material affects the crankshaft’s strength, durability, impact resistance, and overall performance. High-strength alloys and precise manufacturing processes ensure reliability and longevity in high-stress applications.
What Are “Maraging” Steels, and Why Are They Not Commonly Used in Crankshaft Racing?
Maraging steels are ultra-high-strength alloys with minimal carbon and high levels of nickel and cobalt. They offer extreme strength and fatigue resistance but are not commonly used in crankshaft racing due to cost and the specific demands of high-performance applications.
How Does the Manufacturing Process Impact Crankshaft Performance?
The manufacturing process, including forging, billet machining, and heat treatment, impacts the crankshaft’s strength, hardness, and overall performance. Each method offers different advantages in terms of cost, precision, and material properties.