
What Is Electrochemical Machining?
Electrochemical machinings are a non-traditional machining process. In the electrochemical machinings process, a combination of electrical energy & chemical energy is used to remove material from the workpiece.
This process is known as a reverse electroplating process, but this process removes the material rather than depositing it. This process is a noncontact process in which the cavity obtained is a replica of the shape of the instrument.
The Electrochemical machinings process is not affected by the strengths, rigidity, or rigidity of the workpiece material. Unlike traditional machining processes, we have to select tool material that is harder than workpiece material.
Complex cavities can also be made into high-strength materials using the Electrochemical Machining process. This process works based on Faraday’s law of electrolysis.
The mechanism of the Electrochemical Machining process is similar to the Electrochemical Machining process. In both cases, the device is used as the cathode and the workpiece as the anode.
The differences between the two are that a conductive electrolyte is used in Electrochemical Machining rather than the dielectric used in Electrochemical Machining.
The electrolytes are responsible for the creation of plasma that ultimately helps evaporate the material from the workpiece. The electrolyte is a conductor of electricity.
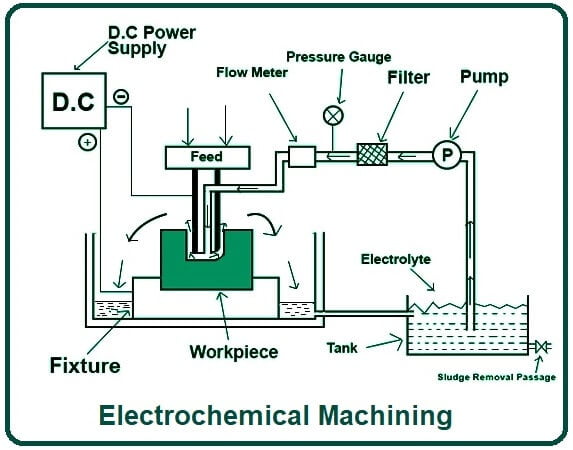
Working of Electrochemical Machining:
The electrolyte is pumped into the work area through a filter, pressure gauge, flow meter by the pump, and finally, it enters the work area by passage.
When a power supply is given, an optimal gap between the tool and the workpiece remains because, due to faraday’s electrolysis rules, ions have started to displace from the workpiece and are trying to accumulate on the tool.
The electrolyte present between the instrument and the workpiece is pumped before the ions accumulate on the equipment. Then, the ions are also moving with the electrolyte without depositing them on the apparatus.
From above, the material removal mechanism is ion displacement, and because there is no disturbance in the equipment, the same equipment can be used to produce an infinite number of components.
The electrolyte is supplied with an anode and cathode system, i.e., Workpiece and equipment utilizing the pump. A filter is placed between the pump and the system, which is used to filter the electrolytes before reaching the system.
After passing through the filter & flow regulator, the electrolyte reaches the location between the workpiece and the tool. As soon as the electrolyte reaches the gap between the anode and the cathode, the electrical contact between the anode and the cathode is established.
After the electrical contacts are established, the positive ions begin to flow from the workpiece toward the device, and the negative ions begin to flow from the device towards the workpiece.
When positive ions flow from the workpiece towards the device, the electrolyte carries the positive ions with it and prevents them from reaching the device.
So the material starts removing from the workpiece because the positive ions from the workpiece disintegrate and move away from the electrolyte, and the material is also removed due to the striking force of the negative ions coming from the tool.
The process of removing these materials from the workpiece continues until a cavity is created in the workpiece that is a replica of the tool used in this process. So, in this way, the material is removed in the electrochemical machinings process.
Let us try to understand with the bits of help of an example:- Let us take an example of low carbon steel machining. Typically for machining of any iron alloy, the electrolyte taken is a neutral salt solution of sodium chloride.
When possible neutral salts (NaCl) and water (H2O) are applied, ionic separation occurs as shown below:
NaCl ↔ Na+ + Cl–
H2O ↔ H+ + (OH)–
After the potential differences are applied, the positive ions move toward the device (cathode), and the negative ions move toward the workpiece (anode).
Hydrogen ions combine with electrons coming from the cathode (device) to form hydrogen gases:
2 H+ + 2 e– = H2 ↑
In addition, iron atoms will come out of the anode as positive ions:
Fe = Fe++ + 2e–
When iron ions are mixed with an electrolyte, it will form iron chloride in association with chloride ions, and sodium ions also combine with hydroxyl ions to form sodium hydroxides.
Some iron ions are combined with hydroxyl ions to form iron hydroxides.
So the iron ions coming from the workpieces ( anode ) will combine with chloride ions & hydroxyl ions to form FeCl2 & Fe(OH)2, respectively.
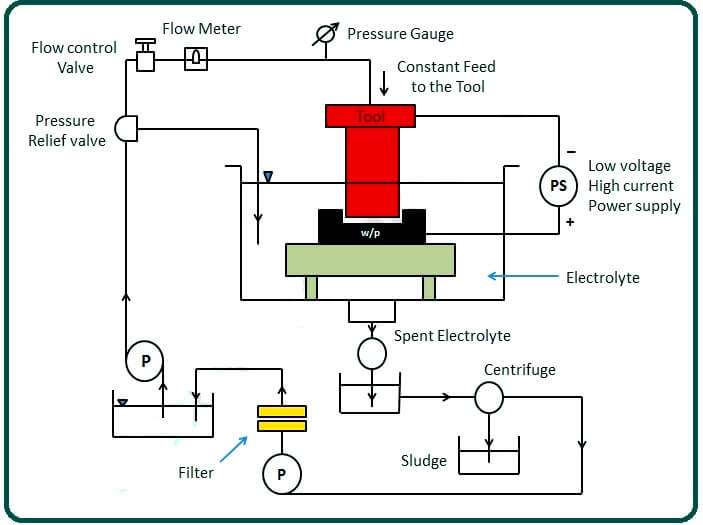
The FeCl2 & Fe(OH)2 will get precipitated in the form of sludge, & this sludge will be carried away with the electrolytes. Also, there are no coatings formed on the tool; only hydrogens gas evolves at the tool.
Construction of Electrochemical Machining:
The basic setup of the Electrochemical Machining process is as follows; The workpiece is always immersed in a fluid called an electrolyte. These electrolytes always flow through the gap between the equipment and the workpiece.
The gap between the workpiece and the equipment through which the electrolyte passes is known as the inter-electrode gap. Very high current is passed through this difference with low voltage.
In this process, the workpieces are connected to the positives terminal and act as an anode, & the tool is connected to the negatives terminal and acts as the cathode.
As very high currents are used, the equipment and workpiece are separated from the system to prevent any short-circuiting or leakage of current.
The electrolyte is filtered & made to flow continuously through the workpiece. The pressure at which the electrolytes are pumped depends on the application or requirements of the process.
The electrolyte that can be used in this process are:-
- Sodium chloride.
- Sodium nitrate.
- Sodium hydroxide.
- Sodium Sulphate.
Any electrolyte used must have the ability to establish electrical contact between the cathode and the anode. The difference between the tool and the workpiece is about 0.5 mm.
Equipment Used in Electrochemical Machining Process:
DC power supply:- The DC power supplies used in this process ranges from 3 to 30V. The DC power supply is used to make a potential difference between the workpiece & the tool and make them act as anode & cathode, respectively.
Table:- The table is used to place the workpiece on top of it.
Workpiece:- It is the object from which the material is to be removed. The workpiece is connected to the positive terminals of the DC power supply and acts as an anode.
Tool:- This device is connected to the negative terminal and acts as a cathode.
The device (cathode) should have good thermal conductivity and electrical conductivity and also have corrosion-proof. The most commonly used devices in the ECM process are stainless steel, brass, copper, etc.
Feed unit:- This is used to continuously move the tool down towards the workpiece.
Electrolyte:- The electrolyte is used to establish the electrical relationship between the anode & the cathode so that positive & negative ions can flow from both of them.
The electrolytes are also used to remove the heat generated by the passage of current.
The most commonly used electrolytes in the ECM process are salt electrolytes such as sodium chloride & sodium nitrate.
Pump:- This pump is used to pump electrolytes the gap between the cathode and the anode.
Filter:- Filters are used to filter the electrolyte and remove unwanted particles from the electrolyte.
Pressure Gauge:- Pressure gauges are used to control the pressure at which the electrolyte is supplied to the electrolytic machining system.
Flow Meter:- Flow meters are used to regulate the flow of electrolyte that is supplied to the system.
Advantages of Electrochemical Machining:
The benefits of electrochemical machining are as follows.
- Complex concave curvatures component can easily be produced using complex concave curvature devices.
- Due to ion displacement, the surface finish produced is excellent.
- Because no forces are acting, no residual stress will be present. Due to generating no heat, no thermal effect exists on the workpiece.
- Due to no equipment wear, the same equipment can be used to produce an infinite number of components.
Disadvantages of Electrochemical Machining:
The disadvantages of Electrochemical machinings are as follows:-
- Workpiece materials must be electrically conductive.
- Out of all the Non-traditional machinings methods, electrochemical machinings require the highest specific cuttings energy. Therefore, the cost of machinings will be high.
- It is better for production only, but not for holes.
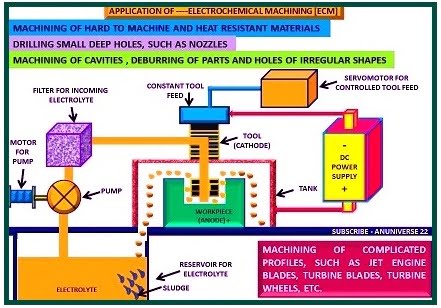
Applications of Electrochemical Machining:
The applications of Electrochemical Machinings are as follows:-
- It is mainly used for producing Complex concaves curvatures components such as Turbine blades etc.
- The Electrochemical Machining process is used for profiling and contouring, die sinking operation, drilling, trepanning, and micromachining.
FAQ: Electrochemical Machining (ECM)
What is Electrochemical Machining (ECM)?
Electrochemical Machining (ECM) is a non-traditional machining process that removes material from a workpiece using a combination of electrical and chemical energy. It is often referred to as reverse electroplating.
How does Electrochemical Machining work?
ECM works by pumping an electrolyte between the tool (cathode) and the workpiece (anode). When a power supply is applied, ions from the workpiece displace and move toward the tool but are carried away by the electrolyte, removing material from the workpiece.
What materials can be machined using ECM?
ECM can machine materials that are electrically conductive. This includes high-strength materials and those with complex cavities that are difficult to machine using traditional methods.
What are the advantages of ECM?
Advantages of ECM include the ability to produce complex concave shapes, excellent surface finish, no residual stress on the workpiece, no thermal effects, and no tool wear, allowing the same tool to be used repeatedly.
What are the disadvantages of ECM?
Disadvantages of ECM include the requirement for the workpiece material to be electrically conductive, high specific cutting energy leading to high machining costs, and it being more suited for production rather than drilling holes.
What are the typical applications of ECM?
ECM is used for producing complex concave curvature components, profiling, contouring, die sinking, drilling, trepanning, and micromachining. It is particularly useful for manufacturing turbine blades and similar intricate parts.
What type of electrolyte is used in ECM?
Common electrolytes used in ECM include sodium chloride, sodium nitrate, sodium hydroxide, and sodium sulfate. These electrolytes must establish electrical contact between the cathode and anode and remove the heat generated by the current.
What equipment is essential for the ECM process?
Essential equipment for ECM includes a DC power supply, table, workpiece, tool (cathode), feed unit, electrolyte, pump, filter, pressure gauge, and flow meter.
How is material removed in the ECM process?
Material is removed in ECM through ion displacement. Positive ions from the workpiece move towards the tool, are carried away by the electrolyte, and the striking force of negative ions from the tool further removes material from the workpiece.
What is the difference between ECM and traditional machining processes?
Unlike traditional machining, ECM does not require the tool to be harder than the workpiece, does not generate heat or residual stress, and is capable of machining high-strength materials with complex geometries without tool wear.