Important Point
What Is Bearing Crush?
For those who regularly travel on mass transit rail networks such as the London Underground or the New York Subway, the word ‘crush’ will have its own and possibly unpleasant connotation.
Just as tightly packed in a car as another person squeezes before the doors close, the experience, especially during peak travel times, is not quickly forgotten.
But when applied to the technologies of engine shell bearings, it is not a good idea to ‘crush’; it is absolutely necessary. The engine bearing shells are crucial in this context.
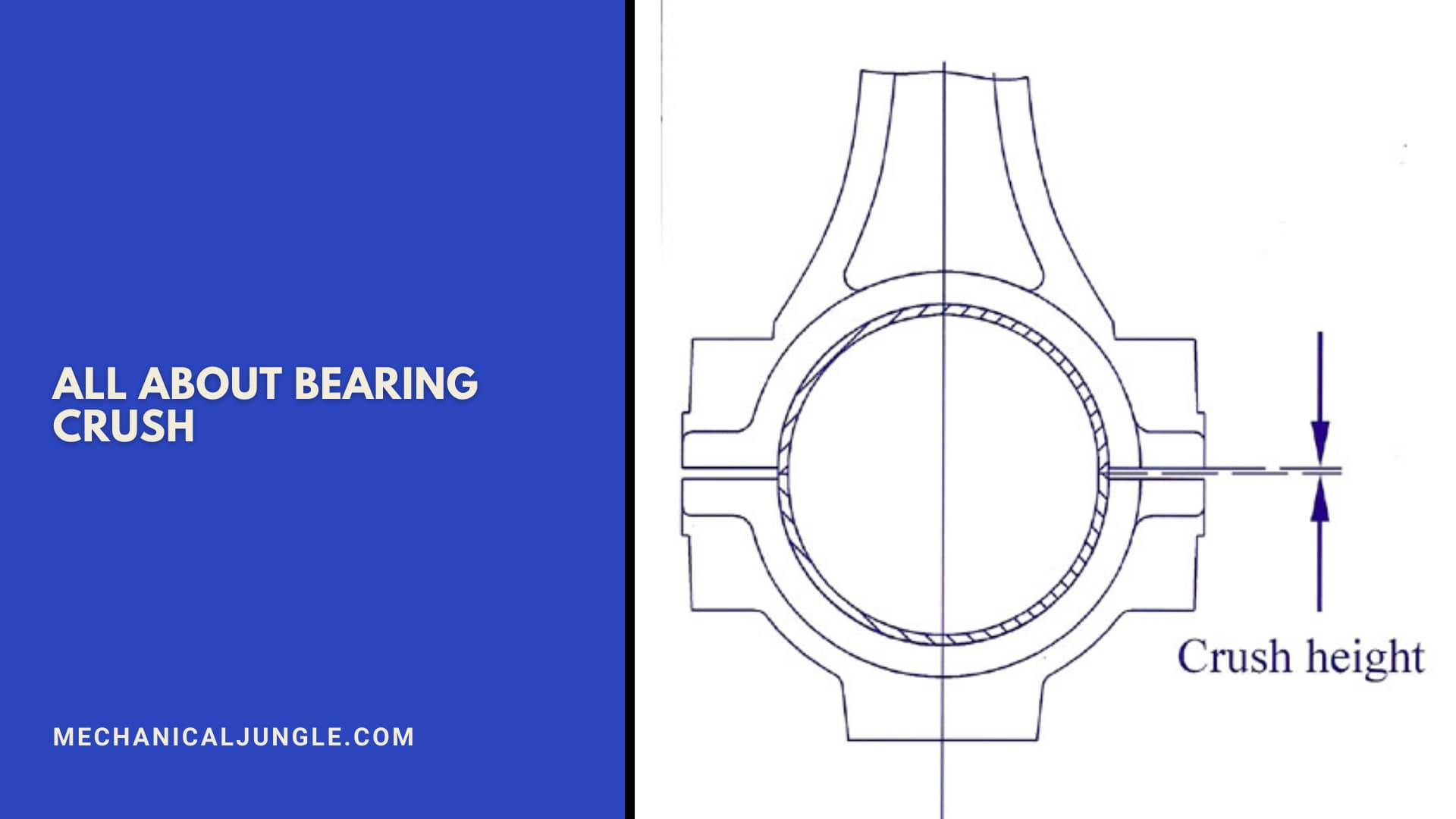
When adding semi-shell bearings to a cylinder block main bearing housing, even the most visually impaired can’t help but notice that at first sight, the bearing doesn’t seem to fit.
Laying the half-shell across the half-moon of the cut-out makes the bearing proud several millimeters after only a slight pressure clip.
Referred to in engineering parlance as the ‘bearing spread,’ also known as the ‘free spread,’ it is designed to hold the shell in place during engine manufacturing. So, what is bearing spread? It’s essentially this free spread.
The more observant, however, may notice that even when seated, the shell is still a little proud, and the position remains in place no matter how hard you try.
Believe it or not, I’ve heard of some engine builders actually filing this flush to the level of the clamping face.
This is completely wrong. Bearing crush, or bearing crush definition, as it is called, is included for a number of reasons.
When clamped together, the compressions in the engine bearing shells provide high resistances to the shell turning or progressively creeping in the direction of the crankshafts.
This is also known as bearing nip, so what is bearing nip? It’s the resistance provided by the bearing crush measurement.
Furthermore, under compression, the shell will take the shape of an aperture designed for it, and seated firmly and securely will allow for efficient heat transfer away from its source – that is, the bearing.
When assembled in its housing, this bearing crush typically varies between 0.001 for road transport applications, rising to approximately 0.002 for competing units depending on bearing diameter.
If the bearings are assembled with a very little crush, the bearings will be loose and free to move back and forth in their housing, and after disassembly, highly polished zones will appear on their reverse side and or possibly on the face of the parting line.
Will give Known as bearing shuffle, the loss of radial pressure will result in insufficient contact with the bearing housing, leading to a build-up of heat within the bearing itself and potential damage to the bearing surface.
Although this can result from the incorrect practice of filing the shell flush, more likely causes are insufficient clamp load in the bolt (bolt binding or bottoming in its threads) or burrs or foreign bodies separating the bearing cap.
When the bearings are assembled together, they tend to bend inward around their weakest part due to the pressure in the sphere, giving a lot of crushes.
As evidenced by the polished spheres on the bearing surfaces, assuming that the shells are of correct size and specification, the culprit would otherwise appear to be either over-tightening the clamping bolts or incorrect machining of the bearing housing.
Also, Read: What Is Cylinder Block? | Materials of Cylinder Block and Liner | Construction of Cylinder Block
Bearing Crus:

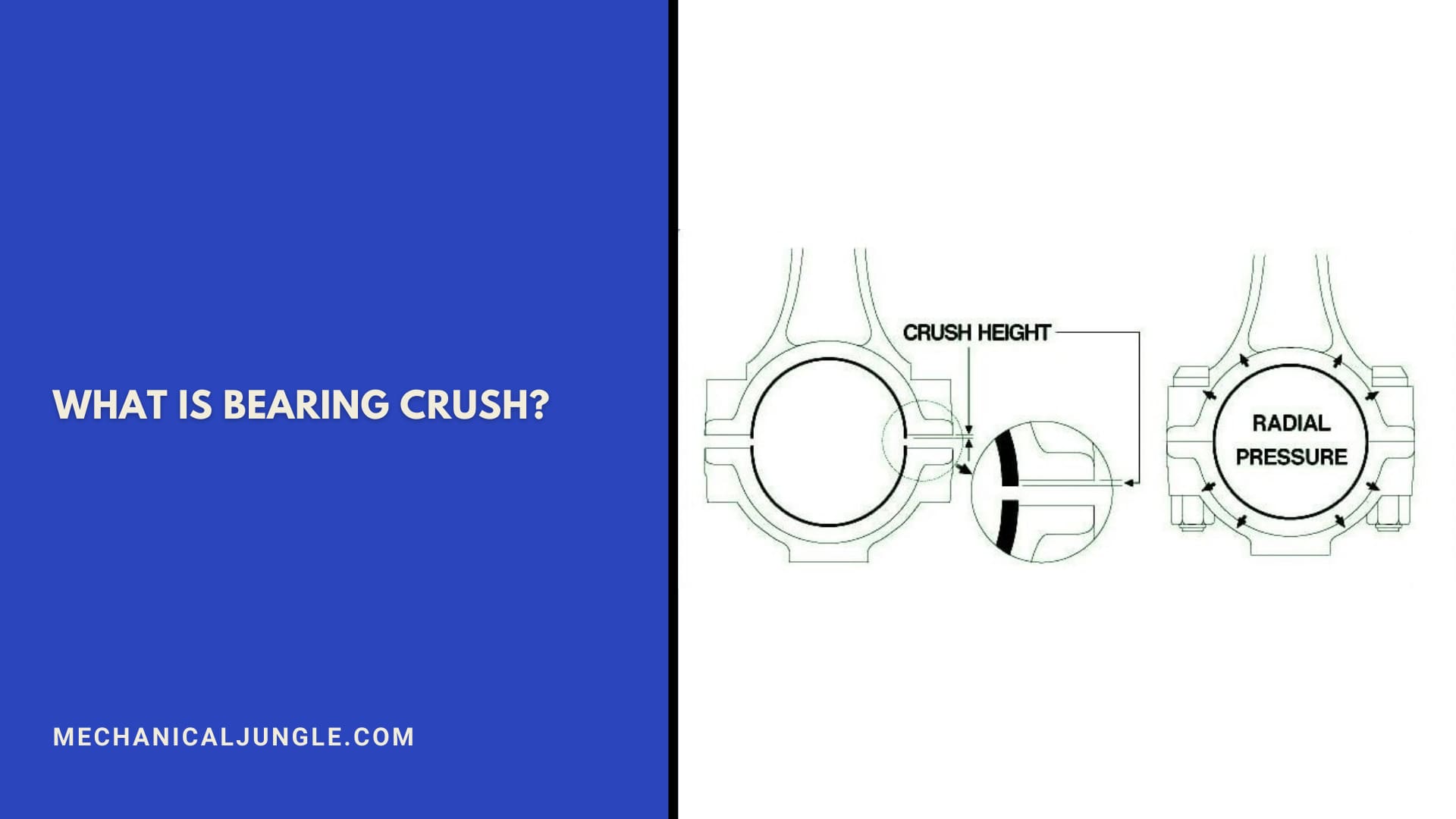
The term crush refers to the external force created by the part of the bearing that is exerted over the housing bore when the bearing parts are held in place.
This extra material keeps the outer diameter of the bearings firmly against the housing bore when the assembly is torqued to specification.
By increasing surface contact between the bearing and the connecting rod housing bore, crushing reduces bearing movement, helps compensate for bore deformation, and aids in heat transfer.
In simple words, the bearing crush is what keeps the bearing in place. Think of it as putting a 10-pound thing in a five-pound bag.
Tactile or locator tabs on the shell that the saddle fits are only meant to locate the bearing during assembly.
When the crush is perfect, slightly elliptical bearing spheres conform to a perfect circle when rotated into place.
In this way, the crankshaft rotates properly. However, when excessive crushing occurs, the additional compressive force causes the bearings to bulge inward on the parting lines, causing side pinching.
Excessive crushing can be the result of an attempt to reduce oil consumption, assembling the bearing caps too tightly by an over-torquing fastener, or, in some cases, using too few shims by lowering the bearing caps.
Bearings, on the other hand, are not held securely in the bore as a result of insufficient crush and remain free to move back and forth within the housing.
Since contact between the bearing back and the housing bore is necessary for cooling, this condition means that heat transfer away from the bearing is inhibited, resulting in overheating and degradation of the bearing surface.
An inadequate crush can be caused by an improper attempt to achieve a better fit by filing the parting faces, dirt, or burrs holding the bearing cap open, improperly rotating the fastener during installation, improperly sizing the housing bore, or if necessary, even using multiple shims in the assembly process.
Also, Read: What Is Cylinder Liner? | Material for Cylinder Liner | Function of Cylinder Liner | Types of Cylinder Liner
Useful Article For You
- What Is a Cvt Transmission
- What Is Welding
- What Is Earthing
- What Is a Transformer
- What Is Transmission
- What Is a Pulley
- What Is an Inverter
- What Is Fluid
- What Is a Flywheel
- What Is a Head Gasket
- What Is Composite
- What Is an Alternator
- What Is a Lathe
- What Is a Spark Plug
- What Is a Strut
- What Is a Boiler
- What Is a Torque Converter
- What Is Milling
- What Is a Map Sensor
- What Is a Radiator
- What Is Tlc in a Car
- What Is a Jig
- What Is a Bolt
- What Is a Screw
- What Is Thermal Pollution
- What Is Annealing
- What Is a Turret
- What Is a Turbine
- What Is a Wheel
- What Is Egr
- What Is a Plane
- What Is a Generator
- What Is a Crankshaft
- What Is a Solar Panel
- What Is a Rack and Pinion
- What Is Coupling
- What Is a Condenser
- What Is a Shaft
Checking of Bearing Crush:
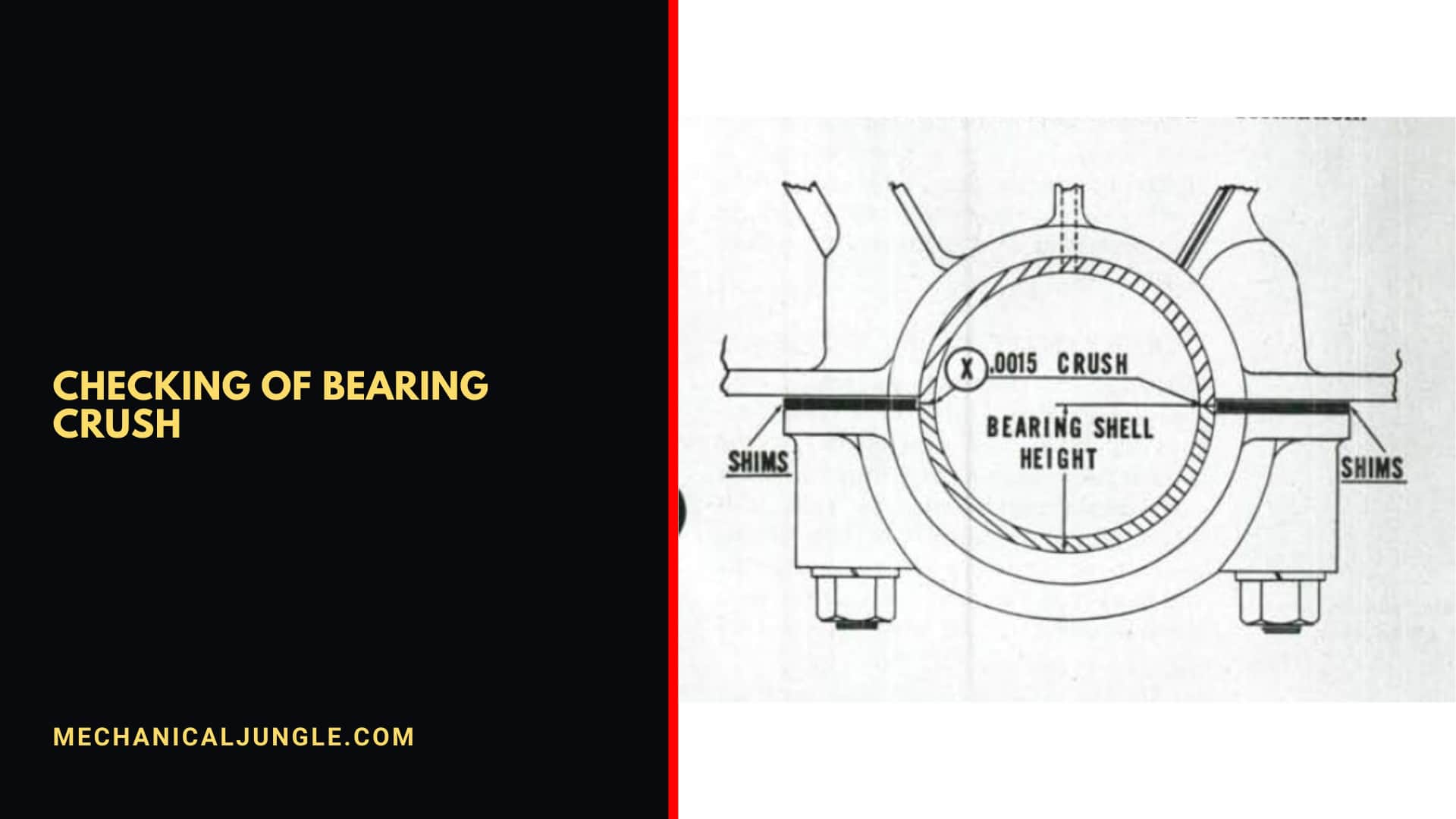
With the engine shell bearings fitted and the two main cap bolts torqued, the bearing shell insert is forced to conform to the tunnel shape of the block.
This is a crucial part of connecting rod bearing crush. The quality of the bearing fit is ascertained by checking the ‘bearing crush.’
Undo and remove one bolt either one &, starting at 0.075 mm / 0.003 in the feeler gauge, see if the feelers gauge will go into the gap between the cap and the block.
The exacts sizes of the gap can be determined using a series of feeler gauges. The acceptable range is 0.075mm/0.003in to 0.015mm/0.006in.
If no gap is visible when the bolt is released, then there are something wrongs with the bearing shells; they will effectively be loose as no bearing crush will be present.
Such situations are not acceptable – try another’s set of shells.
If the gap is greater than 0.20mm/0.008 it means that there is too much crush, which is unacceptable as the party line is likely to result in deformation.
One set of spheres has to be changed for another. Alternatively, the desired bearing crush can be achieved by mixing and matching existing shells.
If each main cap differs between bearing shell combinations, take a shell from the main cap that has a larger crush height of 0.15mm/0.006in plus and replace it with a shell from another main-to-bearing shell combination.
Cap, which has a small crush height. Ideally, all main bearing shell combinations are with ‘crush heights’ of 0.10mm/0.004 to 0.125mm/0.005in.
If an insufficient bearing crush is present, the result is usually a spun bearing and, if this occurs, serious and costly engine damage will result.
Misassembly of Bearing Crush:

Sometimes, failure is the result of simple installation errors, especially when not considering bearing spread and bearing crush measurement.
For example, if the bearing half without an oil hole is improperly placed in a position where the hole is required, that magazine will receive no lubrication. Another type of assemblies error may also be seen.
If connecting rods or main bearing caps are installed in the wrong position or the bearing is not installed securely, the lubrication will be insufficient and cause failure.
Careful installation procedures are critical in every aspect of engine manufacturing; careless errors are always costly.
Also, Read: What Is Turbocharger? | Types of Turbocharger | Working of Turbocharger
Debris of Bearing Crush:
The Debris, such as dirt or dust, can cause considerable damage to the bearing surface.
If it is in the lubrication system, the dirt will usually leave peripheral scratches and will often remain lodged in the surface of the bearing.
Always be sure to thoroughly flush the lubrication system before reconnecting the engine to avoid engine bearing damage.
If engine parts are not thoroughly cleaned, dirt can also wreak havoc. Foreign particles trapped between the bearing back & the housing will cause a raised area in the bearing.
This small hump can cause contact between the bearing and the crank journal. You should always make sure that the bearings are installed on clean surfaces.
Useful Article For You
- Water Pump Car
- Screw Jack
- Car Shaking When Idle
- Beater Car
- Service Battery Charging System
- Types of Hammers
- Resonator Delete
- Rivet Definition
- Coolant Leak Repair Cost
- 6.0 Vortec
- Battery Saver Active
- File Tool
- Best Head Gasket Sealer
- Cheapest Place to Get Brakes Done
- Tire Feathering
- Ecm Motor
- Service Stabilitrak Chevy Cruze
- Nut Vs Bolt
- Welding Positions
- Ship Engine
- Interstate Car Battery
- Hvac System Diagram
- Keyless Remote Battery Low
- What Is a Girder
- Headliner in Car
- Alternator Vs Generator
- Axle Seal Leak
- What Is Cast Iron
- Car with Lock Symbol
- Vehicle Services Division Letter
- Woodruff Key
- What Is an Automobile
- How Does a Magneto Work
- What Is Hydropower
- What Is a Misfire
- All Types of Clamps
- Hot Water Heater Water Coming Out of Overflow Pipe
Insufficient Lubrication:

The complete lack of lubrication in the crankcase usually leads to seizure of the engine bearing shells and complete failure.
This is where bore relief in bearings can play a role. But, experts say, the more frequent issue regarding lubrication is simply insufficient oiling.
The absence of a proper oil film will result in metal-to-metal contacts, sometimes to just one bearing or often to several of them.
When the bearing is damaged by oil starvations, you will get a very shiny surface and evidence of wiping. Remember, oil film failure can be observed on bearings in different ways.
Check for things like a blocked oil passage, a bad oil pump, improper bearing selection or installation, oil seal failures, fuel dilution due to frequent blowing of fuel and air behind the piston rings, foaming or aeration, ironically—overfilled crankshaft by one.
Frequently Asked Questions (FAQ)
Crush Bearing
The term “crush” refers to the outward force created by the portion of the bearing that extends above the housing bore when the bearing halves are set into place. This “extra” material holds the outside diameter of the bearings firmly against the housing bore when the assembly is torqued to specification.
Checking of Bearing Crush
Undo and remove one bolt either one and, starting at 0.075 mm / 0.003 in the feeler gauge, see if the feelers gauge will go into the gap between the cap and the block. The exact sizes of the gap can be determined using a series of feeler gauges.
Like this post? Share it with your friends!
Suggested Read –
- Gear Pump Diagram
- Centrifugal Pump Definition
- Domestic Electrolux Refrigerator | Different Components of Domestic Electrolux Refrigerator
- Types of Angle Plates | Box Angle Plate of Angle Plate | Swivel Angle Plates of Angle Plate | Cast Iron T-Slotted Angle Plate of Angle Plate
- What Is Wilson-Hartnell Governor? | Wilson Hartnell Governor | Construction of Wilson Hartnell Governor | Working of Wilson Hartnell Governor
- Cochran Boiler | Cochran Boiler Working | Working Principle of Cochran Boiler | Applications of Cochran Boiler | Advantages & Disadvantages of Cochran Boiler
- What Is Cupola Furnace? | Cupola Furnace Design । Cupola Construction | Purpose of Cupola | Working Principle of Cupola Furnace: | Advantages of Cupola Furnace | Disadvantages of Cupola Furnace | Applications of Cupola Furnace