
What Is Crankshaft Machining?

The Nicol & Andrew Group has been machining crankshafts in-situ, specializing in large crankshaft machining, even very large ones over 1M in diameter, since 1950.
In fact, we invented & patented the Orbitool machining systems back then. Our crankshaft machining and repair service utilizes the latest in orbital machining technology developed over the past 60 years. Our crankpin and main journal repair technicians must be highly trained to work onsite.
This training takes many years to complete, & their ultimate level of skill is quite frankly amazing. It should be this way because there is no margin for error when machining a crankshaft on site, especially when it comes to crankpin journal repair.
We have a very competent supervisor and a team of technicians who love to be involved in the refurbishment of the crankshaft, crankpin, and main journal bearings, on land-based sites and also on sea-going vessels.
We also have offshore trained engineers capable of traveling to offshore platforms anywhere in the world.
The parts of a crankshaft are essential components of the power transmission system. In which the reciprocating motion of the piston is converted into rotational motion by using a connecting rod.
The crankshaft consists of crankpins, cranks webs, crank arms or cheek, balancing weight, & main journals. The large end of the connecting rods is attached to the crankpin of the crankshafts.
During a stroke, the center-to-center distance between the crankpin & the crankshaft is half of the piston displacements. Thus, one complete revolution of the crankshafts makes a two-stroke of the piston.
Crankshaft Machining:
The manufacture of the crankshaft is not a straightforward matter; Many pitfalls await for the daring novice attempting to build their own crankshaft, and there are reasons why there are so few reputable race crankshaft manufacturers.
The general tendency to try to reduce engine friction means that modern design practice is often towards reducing bearing diameter. This means that more cares need to be taken in construction, especially heat treatment if serious deformation is to be avoided.
Manufacturing stress, with surfaces typically under stress by the sheer action of machining, means that heat treatment has the potential for deformation where these are excessive.
The traditional crankshaft machining process involved turning a crankshaft and bearing journal machining and final grinding.
Specifically, each crankpin was turned on a large, sturdy mandrel with the crankpin in the center and the central axis of the crankshaft offsetting half of the crank stroke.
The forces involved were considerable, and machining was time-consuming. The advent of modern machining inserts has improved things, but this type of tool does not forgive the type of intermittent cutting that often results from eccentric turning.
What has significantly improved crankpin machining is modern machining centers., where cranks can be produced on lathes with milling attachments or on milling machines equipped with a fourth axis.
Under these circumstances, the pins are produced by a milling cutter that follows the motion of the pin while the crankshaft blank is slowly rotated. Not only are the machining forces less, but they also have other advantages.
The rough-machining operation is fast, and the management of the machining swarf is greatly improved. The crankshaft thus produced is less likely to be damaged by deformation in the heat treatment.
Method of Crankshaft Machining:
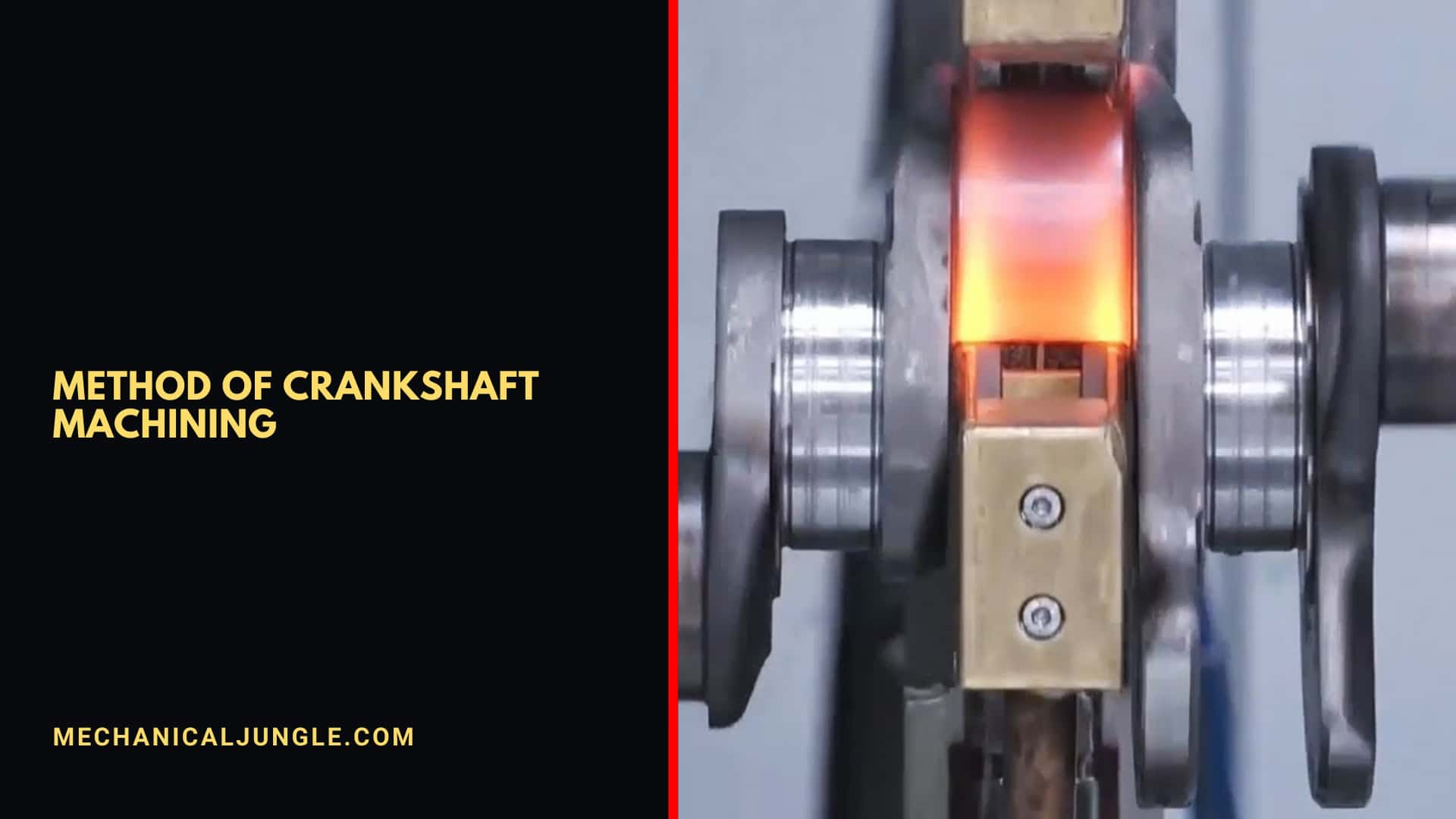
Modern machining methods have also improved manufacturing accuracy and reduced the amount of manual dressing of facilities. Features that previously required careful manual processing were the edges of the bevels between the crankpins and the main bearings, as well as oil holes.
Both types of features are now commonly eliminated by CNC machining methods, and the surfaces of crank-bevel features are no longer limited to swept surfaces defined by eccentric machining on the lathe.
The consistency of oil-hole dressing is very important, as these characteristics are often the weak point of the crankshaft as far as fatigue is concerned, and it is likely that incorrect oil-hole preparation – or even Forgetting to prepare a hole – would render an otherwise optimal crankshaft unsuitable for use.
Where the edges of oil shavings are machined, there should be no excuse for not having the consistency of form and finish prior to nitriding.
The use of 3D machined surfaces, courtesy of modern CNC machining processes, opens the door to more complex shapes and for the crankshaft designer to design lightweight crankshafts that, with some consideration in the design and analysis process, can be more resistant.
While producing race crankshafts is always difficult and time-consuming, specialist manufacturers are able to invest in new machinery.
Perhaps the most impressive crankshaft manufacturing machinery is the one used for production crankshafts, where the time taken for an entire machining operation is measured in seconds instead of tens of hours.
Tools Used in Crankshaft Machining:

As a sole manufacturer, Hegenscheidt-MFD provides its customers with machine tools and tools used in crankshaft machining from a single source.
Our experts in design, sales, and service will work with your company’s specialist departments on innovative and optimal machining processes for deep rolling main and pin bearings, and rolling plane surfaces on flange bearings.
Scope:- Process planning for deep rolling and finish rolling, Our own equipment design and development, Our own equipment production, 100% Quality Control, Training of personnel in equipment preparation, Process optimization to increase equipment service life, Our own test ground for test machining of crankshafts, Our own stand-alone oscillation test to determine the fatigue strength of the component.
Benefits at a Glance:- Extensive service package from technical support for the machine to the services provided to the tool – all from a competent source, ensuring maximum process reliability, Extensive expertise in process design, Systematization, and development of equipment systems for optimum conservation of resources in crankshaft production, low cost of input.
Parts of Crankshaft Machining:
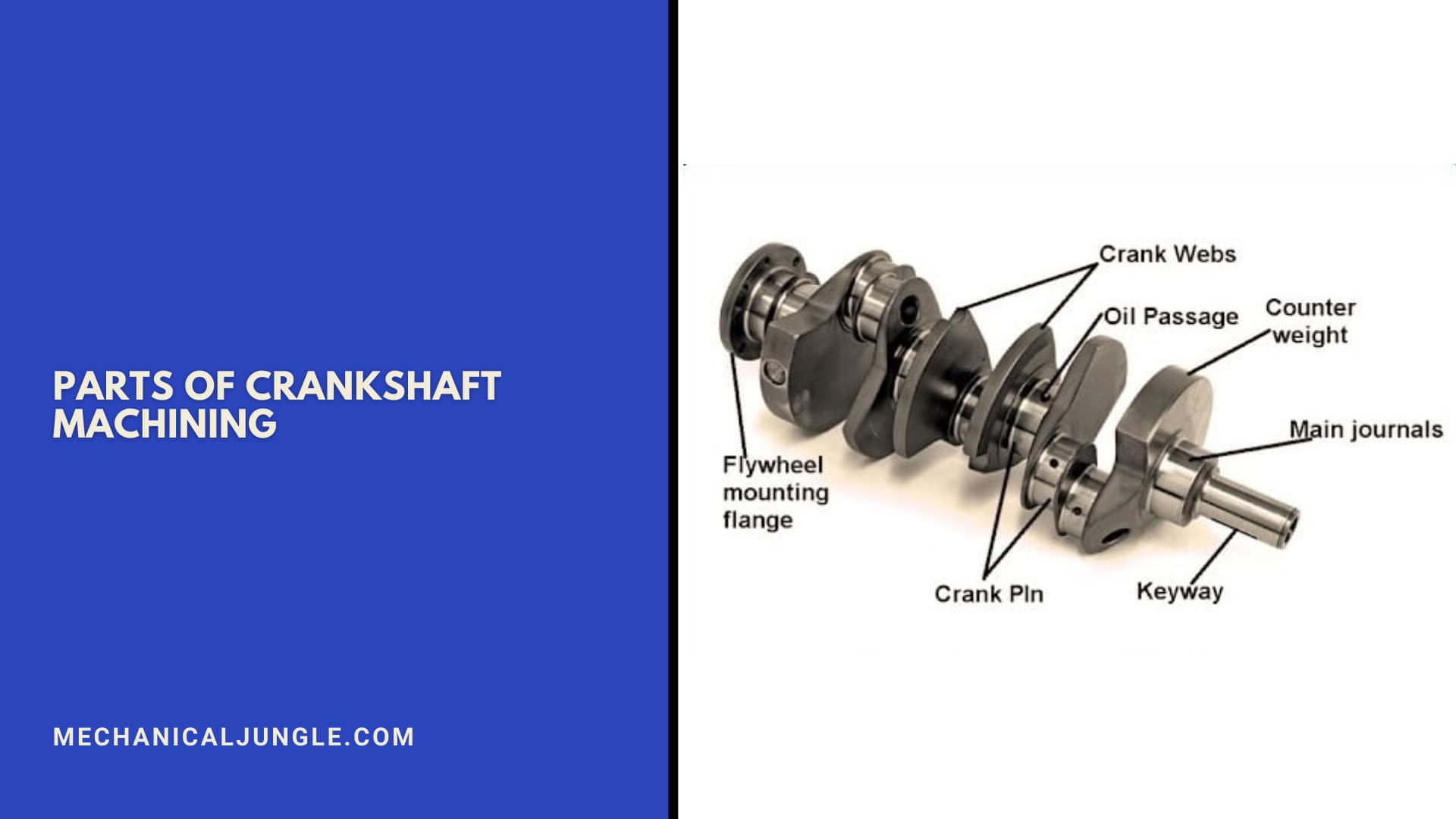
1. Crankpin
The crankpin is a mechanical part of the engine, which allows the connecting rod to be very firmly attached to the machined crankshaft.
The surface of the crankpin is cylindrical, which imparts rotational forces to the large end of the connecting rods. These are also known as connecting rods journals.
2. Thrust Washers
At some points, two or more thrusts washers are provided to prevent the crankshaft from increasing in length. These thrust washers are assembled in the web between the machined surfaces & the crankshaft saddle.
With the help of thrusts washers, it can easily be maintained the gap and helps in reducing the lateral movement of the crankshaft. In many engines, these are built-in as part of the main bearings, usually the older type, using separate washers.
3. Main Journals
The Journals are attached to the engine blocks. These bearings hold the crankshaft & provide it to rotate inside the engine block. This bearing is like a plain bearing or a journal bearing. The main bearing varies from engine to engine, often according to forces exerted by the engine.
4. Crank Web
The crank web is an essential part of the crankshaft. The crank web connects the crankshaft to the main bearing magazines.
5. Oil Passage and Oil Seals
The crankshaft oil route sends oil from the main bearing magazines to the larger end magazines. Normally the holes are drilled on the crank web.
When the crankpins are in the up position & combustion forces push the connecting rod down, it allows oil to enter between the journal and the bearing.
At both ends of the crankshaft, there is some extension beyond the crankcase. This leads to leakage of oil from these ends. Therefore, to prevent oil from leaking out of these pores, oil seals are provided. There are two main oil seals connected at the front end and the rear end.
Front end oil seals:-
These are very similar to rear-end oil seals. However, its failures are less destructive, & it is more easily accessible. The front oil seals will be sets behind the pulley & timing gear.
Rear End Oil Seals:-
These are housed within the main journals and flywheels. It is pushed into a hole between the engine block & the oil pan. The oil seals have a shaped lip that is held tightly to the crankshaft by a spring called a garter spring.
6. Flywheel Mounting Flange
In most cases, the crankshaft is attached to the flywheel via flanges. The diameter of the crankshaft wheels end is larger than the other end. This gives a flange to mount the flywheel.
7. Counterweight
A counterweight is a type of weight that applies opposite force, which provides balance and stability to the crankshaft.
These cranks are web-mounted. The reason for installing counterweights in the crankshafts is so that they can eliminate the feedback caused by rotation. And it is very helpful in achieving high RPM and makes the engine run smoothly.
Types of Crankshafts Machining:

1. Fully Built Shaft
This type of crankshaft is made by joining parts together. In this, after the manufacturing process, all the components are shrunk and fitted. This type of crankshaft is used in older engines. It consists of a separate crank web, crankpin, and main journal.
This crankpin and journal are machined and bored into the crank web. They are slightly smaller in diameter.
The crank webs were heated and fitted into the crankpin and journal hole, which expanded in size due to the heat. As the crank web cools, the diameters of the borehole will attempt to shrink back to their original size.
2. Forged Crankshaft
These are much stronger than cast cranks. Forged cranks are commonly used in high-tension engines and some 16 valve engines. They are designed in completely different ways. A set of dies are formed for the approximate size of the crank.
These rest in a large hydraulic press which has clamping forces of several tons. Once the die is closed, the metals are pressed very tightly.
This type of crankshaft is stronger and more durable. Forged crankshafts react to heat treatment & thus give betters dimensional stability.
3. Welded Shaft
These welded shafts are manufactured by connecting the crank web, crankpin, and main magazines on both sides. These are forged & then welded together by the submerged arc welding process. After welding, the magazines were tension freed and machined.
The web can be made thinner by the use of continuous grain flow. This can lead to a short crankshaft. The welded crankshaft allows for considerable savings in weight. The width and thickness of the web are reduced. Thus, providing a longer bearing length.
4. Solid Single Piece Shaft
This type of crankshaft is made as a single-piece shaft by forging or casting process. They are used in both low-speed engines and high-speed engines.
It is made in multiple parts and bottled together with bolt-on integral flanges. It is designed to bear loads during firing and cyclic stress. The crankshaft is stressed due to misalignment of the main bearings, torsional vibration, and axial vibration.
5. Cast Crankshaft
This type of crankshaft has been used for a long time. Commonly found in various diesel & petrol engines. Generally, they are made of malleable iron by the casting process.
They are very cheap to make & work well, so they are a commons choice for manufacturers. The cast crankshafts withstand loads from all directions because the metal grain structures are uniform and random.
6. Billet Crankshaft
Billet cranks may be the best type of cranks in your engine. Steels are usually used to make such cranks. It contains nickel, chromium, aluminum, molybdenum, and other elements.
Billet cranks are familiars because of the shortest machining time of the crankshafts. They require a minimum balance due to the similar design of the material.
7. Semi Built Shaft
This type of crankshaft is not made by assembling different parts than a fully formed shaft. The crank webs are fully forged and shrink to normal bearings. The crankpin is further machined to provide a smooth surface finish.
The advantage of using this shrink-fitting method is to make two webs and crankpins with the same forging. Crank webs are reduced in thickness. Holes are bored through the crankpin, reducing the weight without compromising its strength.
A semi-built crankshaft is lighter than a fully built crankshaft. The crankshaft is capable of bearing high loads and, therefore, can withstand high shear & bend stressed. These types are also found in some high-speed engines.
Construction of Crankshaft Machining:

Inside the machined crankshaft, it houses the main bearings, also known as the main journal. The crankshaft is supported by the main bearing on the main magazines. A balanced load is provided on the opposite side of the crankarm for balancing.
A crankshaft is typically manufactured from alloy steel by a casting or forging process and machined and grounded to give a suitable journal for the connecting rod and main bearing. It must be strong enough to take thrusts of the piston during the power stroke without excessive deformation.
In addition, it must be carefully balanced to eliminate undue vibration resulting from the weight of the offset crank. The crankshaft has drilled oil passages through which oil can flow from the main bearing to the connecting rod bearing.
Faults of Crankshaft Machining:

Problems are rarely seen on the crankshaft. This happens when the engine is going through extreme conditions. Engine parts are strong and sturdy. But they include some basic drawbacks:
1. Warne Journals
This usually happens when enough oil pressure is not available. If the crankshaft journal makes contact with the bearing surfaces, it gradually increases the clearance and degrades the oil pressure.
If this is not taken care of, worn-out journals can cause serious problems for the engine. This destroys the bearings & causes heavy damage to the engine.
2. Fatigue
This is when the constant force on the crankshaft leads to breakdown. This problem usually occurs on fillets where the journal and web are involved.
A smooth surface of the fillet is essential to avoid weak spots causing fatigue cracks. Cracks can be inspected using Magnas-fluxing on the crankshafts.
Applications of Crankshaft Machining:
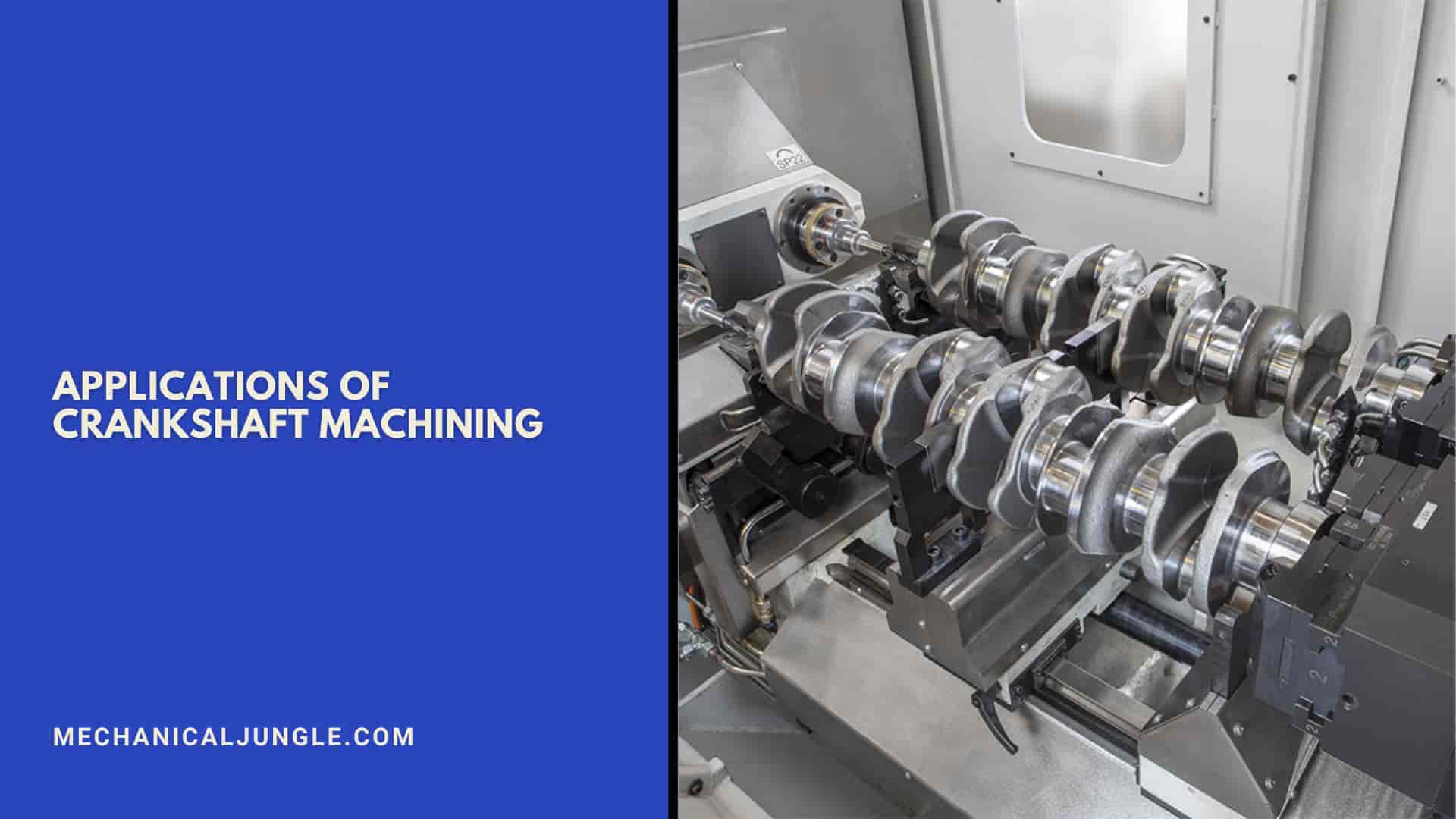
The machining crankshafts are commonly used in an engine to convert reciprocating motion into circular motions, making the use of energy or power much easier. This is essentially how to machine a crankshaft.
Crankshafts machining is actually the heart of an internal combustion engine. The crankshaft Machining is responsible for the proper operations of the engine. In some circumstances, it also saves energy to move the pistons for the compression, suction, and exhaust strokes.
Frequently Asked Questions (FAQ) about Crankshaft Machining
What Is Crankshaft Machining?
Crankshaft machining involves the process of repairing or manufacturing crankshafts, which are vital components in internal combustion engines. It includes turning, grinding, and precision shaping of the crankshaft to ensure it functions correctly in converting the reciprocating motion of the piston into rotational motion.
Why Is Crankshaft Machining Important?
Crankshaft machining is crucial for maintaining the efficiency and reliability of an engine. It ensures that the crankshaft operates smoothly, reduces vibrations, and prevents engine damage caused by imbalances or wear.
What Types of Crankshafts Can Be Machined?
Crankshafts can be classified into several types, including:
- Fully Built Shaft: Assembled from separate components.
- Forged Crankshaft: Made from forged metal for increased strength.
- Welded Shaft: Created by welding together parts.
- Solid Single Piece Shaft: Manufactured as a single, continuous piece.
- Cast Crankshaft: Made using casting techniques.
- Billet Crankshaft: Machined from solid billets of steel.
- Semi Built Shaft: Features forged components with shrink-fitted parts.
What Are the Key Components of a Crankshaft?
The main components include:
- Crankpin: Connects the connecting rod to the crankshaft.
- Main Journals: Support the crankshaft in the engine block.
- Crank Web: Connects the crankshaft to the main bearings.
- Thrust Washers: Prevent axial movement of the crankshaft.
- Counterweights: Balance the crankshaft to reduce vibration.
- Oil Passages and Seals: Ensure proper lubrication and prevent oil leaks.
What Are the Common Methods Used in Crankshaft Machining?
Modern crankshaft machining methods include:
- Turning and Grinding: Traditional techniques for shaping and finishing.
- CNC Machining: Provides high accuracy and efficiency.
- Milling: Used with attachments for complex shapes.
- Deep Rolling: Enhances surface hardness and durability.
What Tools Are Used in Crankshaft Machining?
Key tools and equipment include:
- Machining Centers: For precise shaping and milling.
- Orbital Machining Systems: For in-situ repairs and large crankshafts.
- Rolling Machines: For finishing main and pin bearings.
What Are the Potential Faults in Crankshaft Machining?
Common issues include:
- Worn Journals: Resulting from inadequate oil pressure or contact with bearing surfaces.
- Fatigue: Cracks or weaknesses due to constant stress, especially at fillets where the journal and web meet.
How Is Crankshaft Machining Applied in Different Engines?
Crankshaft machining is used across various engine types, from high-performance race engines to standard internal combustion engines. It ensures the crankshaft’s durability and functionality, adapting to the specific demands of each engine type.
What Advancements Have Been Made in Crankshaft Machining?
Recent advancements include:
- Improved Machining Centers: Faster and more accurate production.
- Advanced CNC Technology: For better surface finish and consistency.
- Innovative Materials: Such as billet cranks for reduced machining time and improved strength.
How Does Crankshaft Machining Impact Engine Performance?
Proper crankshaft machining enhances engine performance by ensuring smooth operation, reducing vibrations, and improving efficiency. It helps in maintaining optimal engine balance and longevity, leading to better overall performance.